数控机床的主传动

主传动系统的特点
数控机床主传动系统是指数控机床的主轴运动传动系统。数控机床的主轴运动是机床的成形运动之一,它的精度决定了零件的加工精度。数控机床的主轴系统特点如下。
(1)具有较大的调速范围,并实现无级调速。数控机床为了保证加工时能选用合理的切削用量,从而获得最高的生产率以及较好的加工精度和表面质量,必须具有较大的调速范围。对于加工中心,为了适应各种工序和各种加工材料的要求,主轴系统的调速范围还应进一步扩大。
(2)具有较高的精度与刚度。数控机床加工精度的提高与主轴系统的精度密切相关。为提高传动件的制造精度与刚度,齿轮齿面应采用高频感应加热淬火工艺以增加耐磨性。最后一级应采用斜齿轮传动,使传动平稳。应采用精度高的轴承及合理的支承跨距,以提高主轴组件的刚性。
(3)良好的抗振性和热稳定性。数控机床加工时可能由于断续切削、加工余量不均匀、运动部件不平衡以及切削过程中的自振等原因引起冲击力和交变力,使主轴产生振动,影响加工精度和表面粗糙度,严重时甚至可能破坏刀具和主轴系统中的零件,使其无法工作。主轴系统的发热使其中所有零部件产生热变形,降低传动效率,破坏零部件之间的相对位置精度和运动精度,从而造成加工误差。因此,主轴组件要有较高的固有频率,较好的动平衡,且要保持合适的配合间隙,并要进行循环润滑。
主轴的传动方式
为了适应数控机床加工范围广、工艺适应性强、加工精度和自动化程度高等特点,要求主传动装置应具有很宽的变速范围,并能无级变速。目前,数控机床的主传动变速系统有采用齿轮分级变速的,也有采用直流和交流调速电动机无级变速的。但随着新型直流和交流主轴调速电动机的日趋完善,齿轮分级变速传动逐渐减少。数控铣床与加工中心大多采用交流和直流调速电动机来实现无级变速,不仅可以大大简化机械结构,而且可以很方便地实现范围很宽的无级变速,还可以按照控制指令连续地进行变速。
(1)变速齿轮传动方式。这是大、中型数控机床采用较多的一种变速方式,一般通过对几对齿轮降速,增大输出扭矩,以满足主轴输出大扭矩特性的要求。部分小型数控机床也采用这种传动方式,以获得强力切削时所需的扭矩。这种传动方式常用的变速操纵方法有液压拨叉和电磁离合器两种。
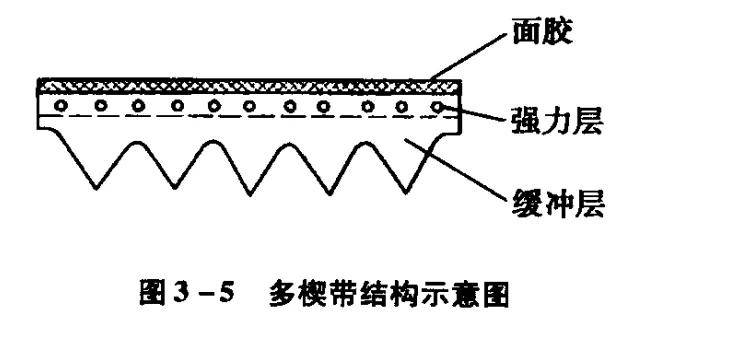
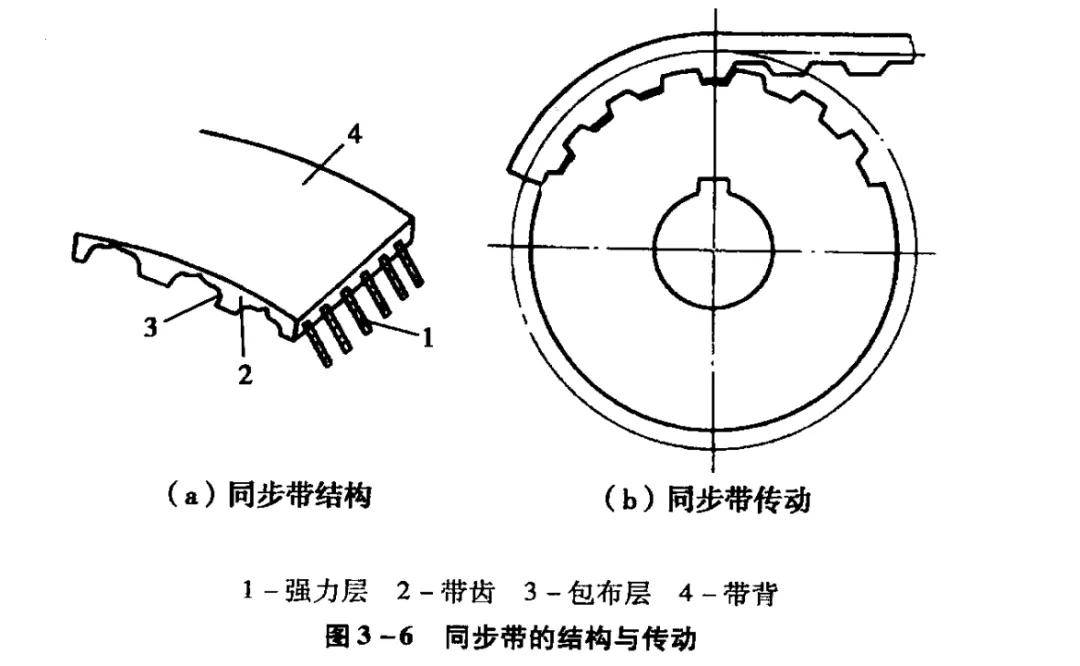
(2)带传动方式。这种传动方式多用于数控车床和中、小型加工中心,可避免齿轮传动时引起的振动和噪声。
现在数控机床上一般采用多楔带(图 3 - 5)和同步齿形带(图3-6)。
(3)调速电动机直接驱动主轴传动方式。这种主轴传动由电动机直接带动主轴旋转,因而大大简化了主轴箱体与主轴的结构,有效地提高了主轴部件的刚度。但主轴输出的扭矩小,电动机发热对主轴的精度影响较大。