NPT109金属修补剂,如何修复金属磨损问题!
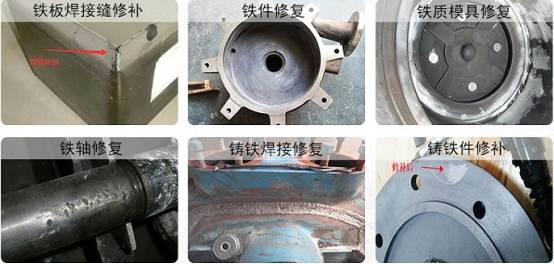
NPT-109金属修补剂,双组份,以高性能钛合金为加强材料,高硬度金属碳化物为骨材的耐磨复合材料,相对耐磨性为中碳钢的2-3倍,抗压强度高、冲击韧性好,用于修复磨损的轴、轴孔、花键、键槽等。
修复工艺
一. 基体表面处理:
被修表面应进行打磨、喷砂处理,要打磨出基材本色。
表面处理要求:
1、对一些特殊工况要进行特殊处理,如铸铁工竹寝层含油,要用火焰烧烤除净;对受化学介质污染表面要用热水冲洗再烘片多次反复喷砂。
2、对一些轴类或孔类磨损尺寸的恢复,在保证足够强度的提下,可打磨或车削粗糙的螺纹表面。导轨或缸体划伤部位要打磨出矩形槽成燕尾槽,深度要1mm以上;清洗时用脱脂棉蘸清洗剂或丙酮清洗处理过的表面并除去残存油污;
二.基体和修补剂预热处理:
将基体置于平整、固定位置,用加热设备将基体进行加热处理,温度控制在40℃,30℃开始计时,保温40分钟。同时NPT-109钢质修补剂(A组份)进行加热处理,温度控制在25℃,加温后将A组份搅拌均匀,然后加入相应比例的B组份,再度搅拌均匀。
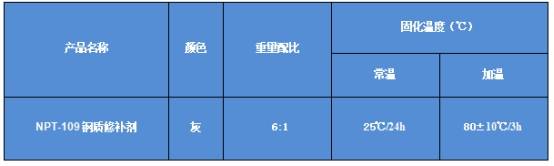
三.修补剂配比:
四. 施胶
混合修补剂时要严格按A:B=6:1(质量将本剂A和固化剂B充分混合,以颜色一致为好。并在规定时间用完,随用随配。
1、搅拌完成后的修补剂及时对预热完成的基体进行施胶;
2、混合后的修补剂最好在3分钟内施于基体表面,以保证
修补剂对基体充分的浸润。
3、涂敷时用刮板或胶刀将混合好的修补剂涂于待修表面,可先涂少许.用刮板或胶刀反复按压,使修补剂与基体充分浸润,然后再涂剩余的修补刑,留出余量以便加工,或采用磨具成型法;
4、施胶表面应光滑、平整、无气孔、无坑洼、无漏铁。
五.加温固化:
恒温25℃时固化24h可投入使用,气温低于25℃时需适当延长固化时间,加热固化可提高涂层性能,80~IOO℃保持3h,可获得最满意的固化效果;
六.精修加工:
待修补剂固化后,可采用传统的机加工方法车削,磨削、钻孔、攻丝等,以达到要求尺寸。
