高效螺旋折流板管壳式换热器管孔的加工方法
弓形折流板是管壳式换热器中应用最普遍的折流板,其成形简单、开孔容易,但是由于壳程压降大、有流动滞死区、易结垢、传热效率等缺陷,近年来逐渐被螺旋折流板所取代。
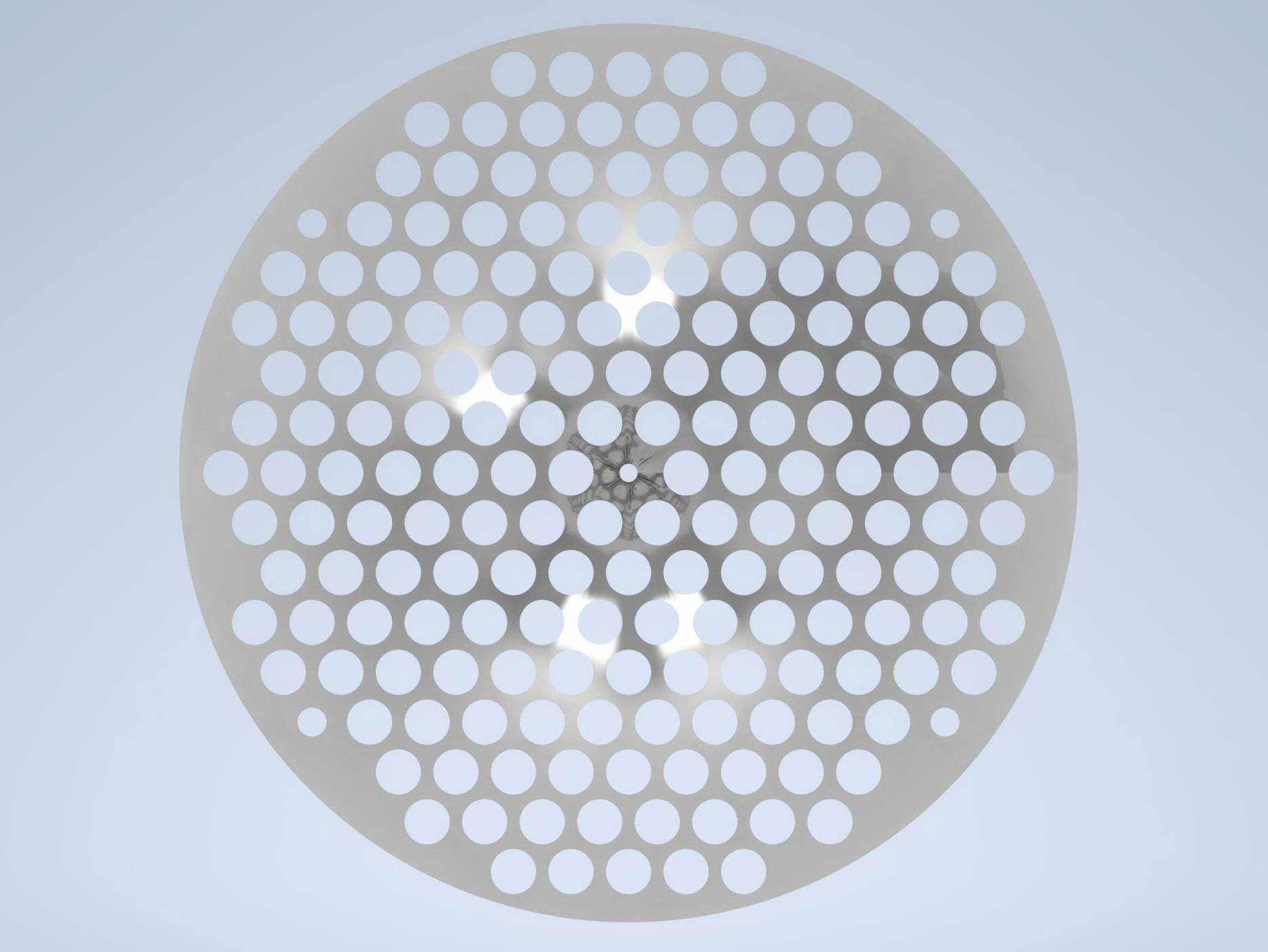
不论是连续螺旋折流板,还是非连续螺旋折流板,都需要在板上开很多孔,用于固定换热管。对于传统的弓形折流板而言,由于其是一个平面,而且孔的法线与主轴线平行,因此开孔方向与板面垂直即可。对于非螺旋折流板而言,虽然折流板是平面的,但是其孔的法线与轴线存在一定角度,因此开孔方向必须与板面也成相应角度;对于连续螺旋折流板,折流板是曲面的,其每个孔的法线与轴线存在不同的角度,开孔方向需要根据所在曲面的曲率确定,因此常规方法不能实现开孔。
现有公开的一种螺旋折流板管孔的加工方法的说明中,利用控制系统、旋转驱动装置、开孔装置和支撑定位装置对连续螺旋折流板进行开孔。此种加工方法存在两个问题,一是涉及到加工设备中多个机构的协调运动和综合控制,精度要求极高、控制系统复杂,实际实施难度较大,二是开孔装置外形尺寸较大,无法深入到小螺距的螺旋折流板内进行加工。
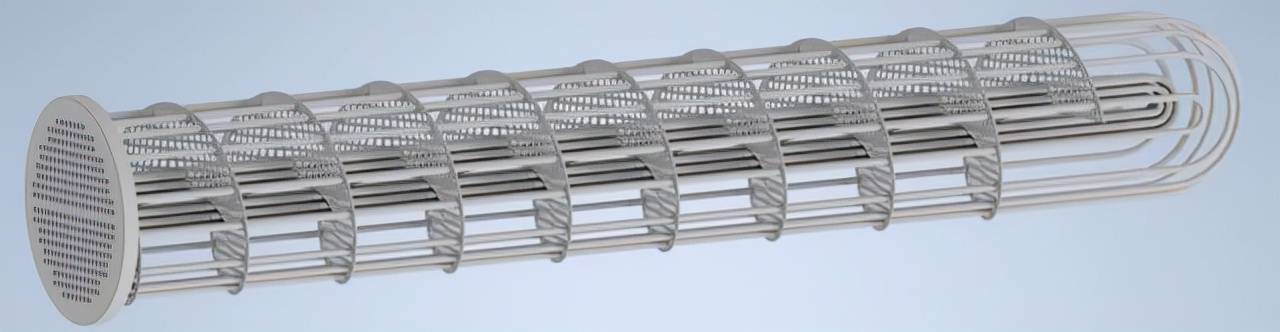
宜化化机公司提供一种管壳式样换热器用螺旋折流板管孔的加工方法,该方法能够以较低成本、简单工序实现螺旋折流板管孔的加工。公司解决技术问题的技术方案是:一种管壳式样换热器用螺旋折流板管孔的加工方法,其特征在于:包括控制系统1、螺旋折流板2、开孔装置3、开孔定位装置4、螺旋折流板支撑定位装置5,控制系统。1控制开孔装置3的工作状态和开孔定位装置4的位置状态;开孔装置3的加工部件固定在开孔定制装置4上。螺旋折流板2的扫掠角度为90~360度。螺旋折流板2一次完成开孔,或者分两次开孔,即第一次先加工螺旋折流板2上的不小于扫掠角度1/2范围内的螺旋面上的管孔,然后翻转螺旋折流板2,再加工螺旋折流板2的螺旋面上的剩余管孔。开孔装置4可以采用激光切割方式,或钻孔方式,或等离子切割方式,或高压水射流切割方式,或线切割方式。开孔装置4的开孔方向与螺旋折流板2的轴线方向平行。螺旋折流板2的厚度在2~30mm之间,螺旋板片的外径在100~2000mm之间。螺旋折流板2的管孔直径不小于10mm,且不大于57mm。
连续螺旋折流板换热器管孔的加工攻克了多个加工技术难题。2021年4月,“高效连续螺旋折流板管壳式换热器设计、制造技术研发”课题通过了公司专家评审,这一研发项目使得宜化化机公司具备了高效螺旋折流板换热器的制造能力。“一种管壳式换热器用螺旋折流板”“一种管壳式换热器用螺旋折流板基板的加工方法”“一种管壳式换热器用螺旋折流板管孔的加工方法”获国家实用新型专利、发明专利,培养了高端换热器技术人才10余人。
