天然气长输管道安装,及下向焊焊接工艺!
摘 要:
近年来天然气资源的开发和利用,取得了很大的经济和社会效益。减少了空气污染,改善了生活环境,提高了城乡居民的生活质量。电厂用天然气发电使长输管道的安装焊接被提到施工日程上来。
本文对江苏国信宜兴燃机热电联产工程专用输气管道项目安装工程,就施工中直埋管施工、穿越施工、镶接施工及焊接施工作较全面论述。
1、工程概况
该工程为江苏国信宜兴燃机热电联产工程专用输气管道安装施工Ⅱ标段工程项目。工程设计压力为6.3MPa,X60直缝双面埋弧焊钢管D508 ×11.1,全长10km(里程2 500-6 400;里程12 860-18 600)。该工程由江苏省工业设备安装集团有限公司承接。工程施焊现场见图1。
 图1 工程施焊现场
图1 工程施焊现场
根据工程实际情况及现场施工条件,本着充分利用和发挥公司现有的实力和技术特长,按照可靠性、合理性、可行性的特点和原则进行施工,从而使工程达到快速、优质、安全、高效的施工管理目标和施工图及业主的各项要求。并执行国家现行施工及验收规范标准。
2、直埋管施工
2.1 管线施工流程图(见图2)
 图2 管线施工流程图
图2 管线施工流程图
2.2 施工步骤 管线的施工将以流程图顺序并按相应规范进行。
3、组装、焊接和检验
本工程为敷设高压天然气管道,采用X60M 的D508×11.1直缝双面埋弧焊钢管,长度8.95km, 设计压力为6.3MPa。
3.1 管道焊接
3.1.1 焊工
焊工必须按《特种设备焊接操作人员考核细则》的要求考核,并取得质量技术监督部门颁发的合格证后,才能在有效期内担任相应项目范围内的焊接工作。持证焊工的施焊位置上应有焊工钢印标记,使该焊缝具有可追溯性。
3.1.2 焊接材料
根据工程设计要求:采用手工下向焊,根焊选用E6010纤维素焊条。热焊、填充焊、盖面焊采用半自动下向气保焊,焊丝选用E71T8-K6。所选焊条应符合AWS A5.1和A5.5的规定,焊丝应符合AWS A5.29的规定。
3.1.3 焊接设备
根据焊材要求和施工条件,焊接设备使用直流弧焊机或半自动焊机。
3.2 施工工艺流程
3.2.1 下向焊焊接工艺
(1)天然气管道封底焊采用下向焊焊接工艺技术。施工时手工下向焊焊接完成打底焊全部焊层,热焊、填充焊、盖面焊均采用气体保护焊。
(2)下向焊焊接工艺流程如下:布管→清管打磨→组对→焊接。
(3)布管 布管前在作业带内拼沙袋,打管墩,支撑高度宜为0.6m,每根管子2个支撑墩。现场将管子沿作业带锯齿形摆开,首尾衔接,相邻管口错开0.2~0.3m,以便组对焊接。
(4)清管打磨 管道组对前,清除管内杂物和坡口两端表面上的油污、锈等杂质,在管口两侧各>10mm范围内打磨,露出金属光泽, 注意保护坡口,随清随用。
(5)组对与定位焊 管道组对和定位焊是保证下向焊焊接质量和管接头背面良好成形的关键。定位焊是正式焊缝的一部分,做到单面焊双面成形,注意保证焊接质量。管道现场组对见图3。
 图3 管道现场组对
图3 管道现场组对
(6)管道组对不得用任何方式强行组对。使用内对口器在焊完根焊后,再卸除对口器,可实现根焊道一次完成;使用外对口器,在焊口整个圆周上均匀分布6~7处定位焊,在卸下外对口器前定位焊的累计长度不得少于管周长的50%。组对尺寸依据焊接工艺评定。
(7)管道末端连头时,采用外对口器组对;坡口采用机械加工或气割,用气割应对坡口表面修磨,除去切割痕迹,切口面与管子中心线的垂直偏差应<1.5mm,坡口尺寸如图4所示。
 图4 坡口示意图
图4 坡口示意图
(8)等壁厚对接时,错边量应满足工艺评定规定尺寸;同径不等壁管子对接时,实施下列要求:接口错边量不超过薄壁厚的10%,且不得>1mm;壁厚差≤1mm,可直接对口焊接;壁厚差≤薄壁厚的30%,对厚壁管的管端加工,确保接口错边量不超过薄壁厚的10%。
(9)对接管的管材焊缝应错开100mm以上。
(10)管道弹性敷设曲率半径≥1000D。
3.2.2 焊接参数(见附表)
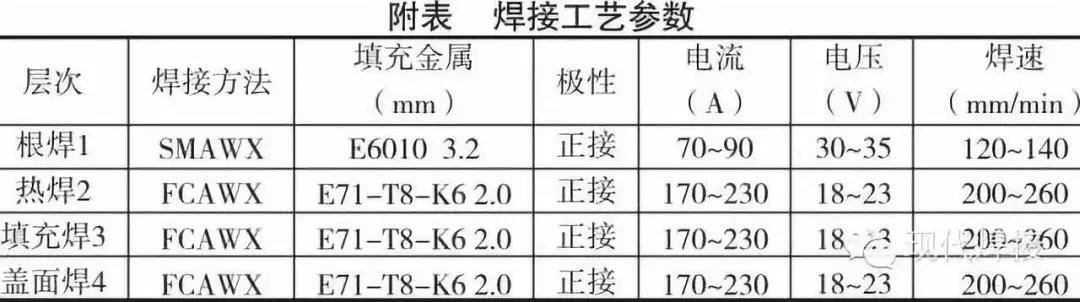
在应用下向焊焊接技术前,必须首先进行焊接工艺评定,并制定详细的焊接作业指导书,通过试验和检测明确焊接工艺参数。
3.2.3 焊接顺序
管道下向焊宜采用流水作业,由四名焊工同时焊接,每两个焊工一组,对称焊接,整个队伍沿管道排成一排。以缩短根焊时间,保证层间温度,另外从不同位置开焊,能有效保证对口间隙不会变化。
3.2.4 接头
在管道焊接中,焊接接头处是容易出现缺陷的地方。在需要进行接头焊时,应仔细操作以免出现缺陷。在接头时,应先把弧坑处的熔渣清除,并在弧坑顶部引燃电弧。引燃电弧后要稍稍停顿并轻轻地摆动直到把弧坑填满,然后再按正常焊速焊接。
3.2.5 焊接速度
在焊接过程中,要保持正确的焊接速度以便获得质量良好的焊道。具体焊接速度的大小应根据管材的直径、壁厚等条件确定。焊接速度小则会导致熔池向下流淌、产生气孔及夹渣;焊接速度过大则会使焊道填不满。
3.2.6 填充焊道的焊接
在焊接填充焊道时,一般采用的运条方式是直拉。在管子壁厚较大时,可以采用排焊以填满较宽的坡口。采用直接的运条方式不但容易操作,而且可以获得良好的焊接质量和机械性能。另外,为了使焊道的边缘很好地熔合,也可以在运条时作轻微的摆动。
3.2.7 盖面焊道的焊接
盖面焊时,焊接接头应与填充焊时的焊接接头错开。在进行盖面焊前,填充焊的焊道与管子表面的高度应<1.5mm。管道盖面焊现场见图5。
 图5 管道盖面焊现场
图5 管道盖面焊现场
3.3 技术措施
3.3.1 焊接遵循薄层多遍焊道原则,层间仔细清除熔渣和飞溅物等杂质,进行外观检查,确认无缺陷后进行下一层焊接,在焊接之前需预热到100℃左右。
3.3.2 每层焊道间的起弧或收弧处相互错开20~ 30mm,根焊起弧及收弧点保证熔透,根焊后焊道内过于凸起的熔敷金属打磨掉,以免夹渣,更换焊条速度快。
3.3.3 根焊道焊完后,应尽快进行热焊道焊接,根焊道与热焊道焊接间隔时间不宜超过5分钟。
3.3.4 焊接时发现有易粘条等异常现象,停止焊接,找出原因及时解决。
3.3.5 防止咬边的技术措施 施焊中适当控制电弧长度,以扁椭圆形的熔池控制焊接速度,使熔化金属与基本金属均匀过渡,达到外观成形美观。
3.3.6 焊接现场搭设焊接防护棚。由于工程施工有可能遇上雨季,因此必须在采取了有效的防护措施后才能进行焊接。
3.3.7 焊接当天结束后,将管口用管盖封堵,避免杂物进入管道。
3.3.8 焊口焊接完成后,在管面距焊口5cm处的气流下游侧,用油漆或记号笔写上焊工编号、焊口编号、桩号。
3.4 焊缝检验及修补措施
3.4.1 外观检查
焊缝焊完后,及时清除焊缝表面的焊渣和飞溅,按照相应规范仔细检查表面质量。表面不得有裂纹、未熔合、气孔和夹渣等缺陷。
3.4.2 无损检测
无损检测人员均由取得特种设备无损检测相应资格的人员承担。
(1)X射线探伤、超声波探伤
X射线探伤验收标准按现行《承压设备无损检测》(JB/T4730-2005)执行,Ⅱ级为合格;
超声波探伤验收标准按现行《承压设备无损检测》(JB/T4730-2005)执行,I级为合格。
(2)探伤比例
全部焊缝均进行100%的X射线探伤和超声波探伤。
3.4.3 焊缝修补与返修
(1)经外观检查不合格的焊缝,通知焊工及时修补;
(2)经无损探伤检查不合格的焊缝应进行及时返修,返修后必须重新检验。返修不得超过两次,如超过两次要割除重焊;
(3)返修工艺程序
由技术人员根据无损探伤报告制订返修工艺;
由无损探伤人员配合确定缺陷位置;
由质检人员指定焊工对其进行返修,并监督返修过程;
用砂轮机清除焊接缺陷,采用制订的返修工艺施焊;
返修后将表面清理干净,注上焊工标志,经外观检查合格后进行无损探伤。
3.4.4 阳极连接电缆和阳极钢芯采用铜焊或锡焊连接,双边焊缝长度≥50mm。
3.4.5 电缆与阳极钢芯焊接后,应采取必要的保护措施,以防接头损坏。
3.4.6 阳极电缆与管道通过加强板(材质与管材一致)上焊铜鼻子的方法连接,在焊加强板的管道表面上防腐层应剥除干净。
3.4.7 加强板与管道应采用四周角焊,焊缝长度≥100mm。电缆与管道加强板通过铜鼻子锡焊或铜焊连接。焊后,必须将连接处重新进行防腐绝缘处理,其材料和等级应和原有防腐层一致。
3.5 准备工作
3.5.1 管段焊缝经超声波探伤和X射线拍片均达到设计要求的数量和级别;
3.5.2 回拖管线 管道回拖前,在回拖管线前端焊接牵引头,焊接应符合相关标准的规定,并且必须满焊,焊接完后进行X射线照片探伤检测,合格后才能进行管道的回拖。
4、镶接施工
所谓镶接施工就是定向穿越和顶管穿越等两端管道接头的连接。
4.1 镶接准备工作
4.1.1 工程排管及设备安装全部完成,包括定向穿越工程完工后进行;
4.1.2 整段管线焊缝经无损检测达到设计要求的质量和级别;
4.1.3 定向穿越和顶管等分段强度、严密性试验与清通工作完成。
4.1.4 人员、设备、材料配备齐全。
4.2 镶接工作顺序
4.2.1 根据现场施工情况,确定短管长度,并进行焊接操作;
4.2.2 对镶接的焊缝进行无损检测,合格后对焊口进行外防腐。
4.3 安全质量技术措施
镶接质量管理将严格执行设计图纸、主要规范、标准规定;在实施管理时,依据公司的质量管理体系文件。
4.3.1 镶接过程中的焊缝验收同《焊接和检验施工》。
4.3.2 参与镶接施工人员对燃气管线施工具有一定的施工经验,特殊工种(吊车、电工、焊工等)均应具有上岗证书。
4.3.3 镶接用各类机械设备在使用前做好保养工作,确保在镶接时正常运行。
4.3.4 施工前施工人员认真熟悉图纸及技术要求,施工时严格按图施工。
4.3.5 接用管材具备制造厂的质保书,并附有相关质量检验资料,其检验指标应符合现行国家或部颁技术标准。
4.3.6 镶接施工中有关人员对镶接质量进行重点检查和复核,并做好管道镶接点质量监察记录表。
4.3.7 对镶接工作区进行围护,无关人员、车辆均不得进入工作区。
5、冬季、雨季及防风措施施工质量控制
5.1 冬季施工技术措施
5.1.1 焊接施工技术措施
冬季焊接施工应采取有效措施,以保证焊接质量。主要有提高预热温度、焊后保温以及合理安排焊接施工时间等措施。
5.1.1.1 提高焊前预热温度
为减缓因低温环境热量的散失,管口预热的范围由规范要求的坡口两侧各75mm,增加为:坡口两侧各120mm, 预热温度为110~120℃。温度测量采用数字显示红外线测温仪,并在距管口径向100~120mm处测量,需测量均匀圆周上的8个点。预热完成后应立即进行根焊道的焊接。
5.1.1.2 保证层间温度措施
规范要求:纤维素焊条层间温度≥80℃;其它焊道层间温度≥60℃;为确保层间温度,每层焊道焊接必须紧凑,前一道工序完成后,立即进行下道工序。在每层焊道焊接前,需测量均匀圆周上的8个点。
层间温度低于规范要求时,采用火焰加热器进行重新预热,并保证纤维素焊条层间温度≥80℃、其它焊道层间温度≥60℃。加大预热及层间温度的采集,每道焊口预热、每层焊道在施焊前的层间温度必须进行测量并记录。
5.1.1.3 焊后保温
当环境温度低于5℃时,应采取焊后在焊道上加盖保温被的措施以防止焊道急骤降温,保温被为3.2m×1m×50mm的石棉被。
具体做法是:用喷灯烘烤石棉被至80℃以上,然后立即将完成的焊口趁热裹上并盖上毛毡,用橡皮带捆紧。保温时间30~40min,保温示意图如图6所示。
 图6 保温示意图
图6 保温示意图
5.1.1.4 合理安排施焊时间
当环境温度低于-5℃时,停止焊接。将焊接时间安排在每天气温高于-5℃的时间内进行,并采取本措施:1、2、3条要求的措施进行。
5.1.2 防腐施工技术措施
5.1.2.1 首先,应严格遵照《防腐补口施工及验收规范》施工,在此基础上,采取下述冬防措施。
5.1.2.2 由于进入冬季之后,早晚气温较低,难以保证防腐质量,应避免早晚施工,尽量安排气温上升后施工。
5.1.2.3 提高预热温度
为了抵消低温环境下的热量散失效应,在对焊口预热时,应达到预热温度要求的上限,温度控制采用红外测温仪测量,沿圆周均测8点。
5.1.2.4 缩短包覆前的准备时间
为了减少热量散失所造成的温度降低,应尽量减少预热后到包覆收缩带的准备时间。提前做好底漆的调配、收缩带的准备工作,焊口预热完后,立即进行涂刷底漆、烘烤PE层并拉毛等包覆准备工作,以达到缩短包覆前准备时间的目的。
5.2 雨季施工技术措施
5.2.1 应尽可能避免雨天施焊,如果工程需要,焊接部位必须有防雨棚,并在防雨棚内采取烘干措施,使施焊环境达到要求。雨天没有防雨措施,不准施焊,湿度超标时不准施焊。
5.2.2 雨季要加强对焊材的管理,烘材必须按焊接工艺的要求进行烘干,烘干后的焊条在现场要放在保温筒内,防止受潮,随用随取。
5.2.3 应尽量避免雨天进行防腐补口作业,如需进行,必须有防雨措施,并且要保证钢管表面的干燥,除锈之后,应进行烘烤,然后再次进行除锈,以保证防腐补口质量。
5.2.4 焊接防风措施:焊接采用防风棚的方式进行施工,风速>8m/s时停止施焊作业。
6、焊接质量控制
6.1 严格按照焊接工艺评定和工艺说明书提出要求实施焊接;
6.2 焊工持证上岗;
6.3 所用的电焊机确保完好;
6.4 环境要求:湿度<90%RH,风速<5m/s,温度高于-5℃,如不能满足上述条件时,采取防护措施,或停止焊接作业;
6.5 焊条(焊丝)必须有质量证明书,焊条焊丝的存放和使用符合有关规定,随用随取,原则上当天开罐焊条当天使用,对隔天焊条进行必要的烘培后放置在保温筒内;
6.6 开工时,应适当降低每天的焊接数量,待焊接工艺完全掌握后,方可提高每天的焊接数量;
6.7 空气湿度大时,所有的焊接工作均在防护棚中进行,防护棚配有底座,以隔绝地面湿气,棚中还设有除湿机,以降低空气中的相对湿度,待达到焊接要求后,再开始焊接作业;
6.8 焊条使用前应检查,发现有药皮裂纹、脱落现象,不予使用;
6.9 每天收工后,将装有焊丝的送丝机集中起来,放至带有除湿机的室内,防止焊丝受潮;
6.10 对于未焊完的焊口,每天收工前采用不带粘性的聚乙烯带进行缠绕并固定,使其与外界的潮湿空气相隔离。每天焊接作业前,先启动除湿机进行除湿,再除去聚乙烯带,并用加热器加热至 规范要求的温度后再施焊。
详细的焊接质量保证措施见《焊接和检验施工方案》。
7、结束语
本工程采取严格管理精心施工,本着敷一条管线,投十分保证,创优质工程,保百年大计的承诺。工程质量一次验收合格率100%;现场焊接一次合格率98%以上;满足业主和图纸要求,工程质量符合验收规范的要求,一次验收合格。