如何焊接
弧焊是用电产生的热量来联接两个或更多的材料在一起的方法。美国焊接协会列出了很多不同的焊接工艺,我们在这里要介绍的是屏蔽金属弧焊 (SMAW),也称为焊棍焊接。焊棍焊接是最常见和应用最广泛的焊接方式之一,相对也比较容易掌握,可以应用在你自己动手的项目中,取得不错的专业效果和耐久性。
步骤
方法 1
准备作业

1 获得你所需要的材料。你应该有一个焊机,带引线的电极把守,带引线的接地夹,电极,以及要焊接的金属材料。你还需要一个去除焊渣的尖锤,以及一个清理焊缝的钢丝刷。

2 穿戴上安全装备。安全装备包括焊接头盔(# 10或更高的遮阴)、焊接夹克或棉运动衫、不带裤裆口的裤子、工作靴、手套和防护眼镜。 不能穿网球鞋、磨损的衣服、带裤裆口的裤子、T恤衫、带打开口袋的衬衫,或无袖衬衫。

3 准备焊接区域。移除所有易燃材料,确定一块良好的焊接表面。尽管你可以将接地连接直接连接到你的焊件上,但是多数车间的做法是,安置一个很大的金属工作台,将接地连接挂接到这个金属工作台上。 如果有其他人在场,要在焊接工作区周围设置焊接帘子,隔离开焊接工作区。这将保护其他人免受紫外线的伤害。

4 设置好焊机。多数焊接机都是相当直接了当的。你所采用的焊机很有可能是电流在90-120安培的焊机,而且根据金属材料的厚度和电极的直径可以有所调整。

5 使用正确的电极。DCEP(直流正电极)可以让电弧从金属到电极,给金属材料更多的加热。DCEN(直流负电极)有相反的效果。对于焊棍焊接,DCEP会让你的焊接有更强的穿透力。你应该根据你的焊机的特性,选择适合交流或直流焊接的电极。确保电极是干燥的。 用于DCEP的电极有:E6010、E6011、E6013、E7014、E7018和E7024。用于AC(交流电)的电极有:E6011、E6013、E7014和E7018AC。 E6010 和 E6011 尤其适用于你无法清洁干净的生锈、油漆,或弄脏的金属材料。 E6013 是多用途电极,非常适合焊接接头适合性很差的地方。

6 焊接前清理金属材料。可以用钢丝刷或者砂轮机来打磨需要焊接的金属材料表面。从要焊接的金属材料表面尽可能多地去除掉铁锈或油漆。 使用丙酮清洁金属尤其是铝材表面的油脂。 绝不要使用氯化溶剂,电焊加热会让氯化溶剂产生致命的化学反应。 不要被金属表面光泽迷惑住,以为已经很干净了。使用硬打磨砂轮,除去金属表面松脱的一层鳞,直到露出裸露的金属本质。这种方法最适用于钢材。

7 设置接缝。使用夹具和钳,确保你要焊接的焊缝被准确地和牢固地结合在一起。
方法 2
开始焊接

1 打出焊接电弧。通过用电焊枪敲击金属然后快速拉起,就像是划火柴的动作,来打着焊接电弧。你现在是连通了电路并且稍微拉开了一点距离,使得电流从电极跳到焊接的金属材料上。 最现代的焊接头盔可以让你清楚地看到焊接工作面直到你打着电弧,然后自动变暗以保护眼睛免受紫外线的伤害。一些老式的或者较便宜的头盔只是使用有色玻璃的镜面,太黑,除非打着电弧,否则根本看不到工作面。在这种情况下,你应该先找到准备开始焊接的位置,用另一只手翻下头盔,然后打着电弧。
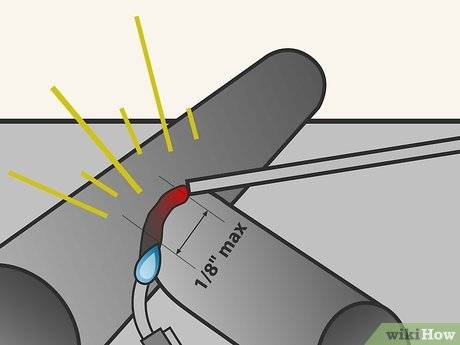
2 建立焊接融泡。在保持住了电弧稳定产生的过程中,可以忽略关注电极的端头,而把注意力放在观察熔融的金属融泡上。要得到良好的融泡,在一个焊接点上你要停留一两秒钟,然后再移动焊枪头。 从焊枪头到金属材料之间的电弧间隙应保持在3mm以内。通过产生的金属融泡和用电极轻轻地推这个金属融泡,来保持这个间隙尺寸。如果间隙过大,会导致过度的飞溅。
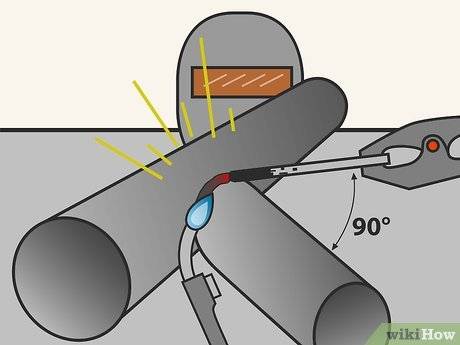
3 在金属材料表面开始移动焊接融泡。以接近90度的角度保持住电极。电极不要移动得太快;一般的规则是,每一厘米的焊缝大概要用掉一厘米长的电极。在移动焊接融泡的时候,你可以以一条直线(一串金属珠)的方式来移动,或者以画一个个小圆圈的方式来移动。 重要的是要保持恒定的电弧长度,也就是电极尖端到金属材料表面的距离。一开始这可能很难做到,因为电极不断地在燃烧消耗。 继续移动金属融泡直到金属材料焊缝的末端。再次,请确保你移动电极的速度和电弧长度是稳定的。
方法 3
完成焊接工作

1 完成焊接。将电极从金属材料表面拉回,等待几秒钟让它冷却。金属材料在此时仍然会很热,但已经不再是烧红发热。

2 清洁焊渣。焊渣是焊接过程留下的残留物。在焊接过程中,焊渣保护热金属免受污染。焊渣覆盖层的冷却速度与焊珠的冷却速度并不一样,这可以让焊渣从焊珠表面脱落。用尖锤将焊渣从焊珠表面敲掉。 焊接作业时应配戴防护眼镜,这样当掀起头盔面罩时,眼睛就能得到保护。 敲击焊渣的力度要适中,只敲松焊渣,不能在焊接体上留下锤子敲击的痕迹。 使用钢丝刷清洁焊缝。尽可能多地清除掉多余的杂质,特别是在你还要再来一遍焊接的情况下。

3 检查焊缝。焊工第一次焊接的焊缝通常质量都很差,不能很好地承受应力。通过不断的练习可以改善提高焊接质量。对在焊缝上留下的空隙或者不完全焊接,再来一遍焊接以修正。

4 让金属材料冷却。如果这只是练习,把金属材料浸在水中降温速度会更快。在水中冷却会使焊缝变脆,所以对于任何结构件焊接,要让其在空气中自然冷却。
小提示
- 学习四个焊接位置。它们是:平、水平、垂直和上空。这里介绍的焊接位置是平位置焊接。
- 如果你认识电焊工,可以请他/她看你的焊接,检查焊接质量。他们会告诉你很多你可能做错的地方。
- 对于平位置焊接来说,建议将电极以90度角放入夹手中,对于上空焊接位置,将电极放入夹手直接指向焊接点的位置。
- 查找你所在区域有关焊接的分类。你将了解到比这篇文章介绍的更多的有关焊接的内容。
警告
- 强烈的光束会损伤你的眼睛;“电弧眼”是极其不愉快的一种职业病。眼睛被灼伤的感觉就像太阳晒伤皮肤。弧光灼伤眼睛可能会导致起水泡。当眼睑移动(眨眼)时,眼球里的这些小水泡会破裂。这会让眼里的肌肉组织暴露到空气中。这种感觉就好像热盐被揉入眼睛。在眼睛愈合伤口时会留下疤痕组织。严重或屡次的眼睛灼伤会导致产生足够多的疤痕组织,导致失明。
- 焊光是由能量强大的紫外线构成的。大剂量的曝光,比如在阳光下暴晒,可能会导致癌症。
- 不要在没有专为焊接而设计的黑镜片的保护下去看弧光。对于焊接作业,你至少需要 #9 暗度或更暗的镜片。如果你使用的电流安培更大,将需要更高暗度的镜片。低数值暗度镜片适合于打磨和切割作业。每个人的眼睛都是不同的。适合一个人的黑镜片可能对另一个人来说,会暗度不够或暗度过分。
- 准备一个手持灭火器、一桶水、沙子、花园水管或类似的东西,准备扑灭火灾。
- 对于大多数电弧焊机,你需要查看其工作周期。这意味着在一定电流安培量下的焊接,使用时间超出规定的时间,会损坏焊接设备。很多小而便宜的焊机大都有 20%的工作周期。工作周期的评级是看在 10 分钟时间内你能操作多长时间电焊机的测量。20%工作周期的焊机可以在10分钟时间内焊接 2 分钟。剩余 8 分钟让焊机来冷却。工作周期越高,焊接的时间也就越长。大型焊机工作周期一般都能达到 60%。这意味着10分钟时间里有6分钟可用于焊接,冷却用时4分钟。
- 如果眼睛被电弧灼伤了,请不要使用“去红肿”之类的药品。受伤眼睛的血管将扩张,让更多的血液流动。更多的血液带来治愈成分和氧气。天然的眼泪可以帮助抚慰和治愈灼伤的眼睛。
- 你焊接作业的时候周围要有人看着,以确保你的安全。在你第一次焊接作业时,请找一个经验丰富的焊工来指导。
- 焊接机是危险的。读取“所有”的警告,并采取一切措施,以确保你和周围人的安全。不要靠近易着火的东西周围焊接作业。不要对尚装有可燃气体,如燃料罐的金属材质进行焊接作业。
- 绝不要在灼伤的眼睛上覆盖生土豆片来治疗。土豆可能含有传染性细菌。无菌冷敷可以帮助去除热量和部分灼烧的感觉,而不会引入有害细菌。
你需要准备
- 安全眼镜
- 带夹子和引线的焊接机
- 电极
- 要焊接的金属材料
- 尖头锤
- 钢丝刷
- 10 或更高暗度的焊接头盔
- 焊接金属手套
- 工作靴
- 无档口的裤子
- 焊接夹克
- 一个灭火器
Source & Citations
- http://www.weldinginfocenter.org/basics/ba_06.html
- http://www.eastwood.com/stick-welding-tips-how-to-stick-weld-a-user-s-guide
- http://www.millerwelds.com/resources/articles/Selecting-the-Right-Welding-Helmet-For-You
.