数控机床附件铣头三维坐标转换技术应用
作者:武汉重型机床集团有限公司 吕洪杰 徐妍妍 程宜林
关键词:数控机床附件铣头,cycle800,误差补偿,加工及工件测量循环应用
摘要:龙门镗铣床采用滑枕主轴结构,在滑枕端面配有拉爪机构,可自动更换各种附件铣头,其中自由分度的直角铣头是大多数机床的必选功能附件,可用于工件四周的斜面分度加工。运用西门子三维坐标转换也即CYCLE800功能,不仅能实现斜面分度加工,还可实现尺寸链及精度的补偿,以及各类加工和测量循环方面的应用。
01
使用需求分析
为了加工工艺需要,数控机床通常会扩展配备各种附件铣头,滑枕通过附件拉紧机构能自动拉紧各种附件铣头,同时通过内置C轴自动转位装置实现附件铣头自动分度。附件铣头主要用于五轴定向加工,尤其是固定轴”3+2”铣削的应用,三维坐标变换主要是解决五轴定向加工的难题,所谓五轴定向加工,是指五轴数控机床中的三个线性轴实现联动,其余两个旋转轴进行定向。
此技术主要通过西门子的摆动CYCLE800功能,将坐标系平移、旋转、再平移以及轴定位和轴复位等功能合理地结合为一个模块,实现空间工件坐标系的旋转,将工件坐标系转移到当前需要加工的倾斜面上,轴回转时,生效的零点和刀具补偿会自动换算成适合回转状态的值,并形成新的坐标系,有效地降低了五轴定向加工的编程难度。开发此项坐标转换功能,可以方便地实现对倾斜平面加工的快速编程,而不需要特别计算旋转轴的位置及尺寸.回转平面后刀具与被加工表面始终保持垂直,便于直接使用平面加工中可用的所有钻削、铣削及测量循环.就算复位或掉电后也可保持回转框架,便于从倾斜平面中沿刀轴方向回退刀具。
下面用图1来进行分析说明:
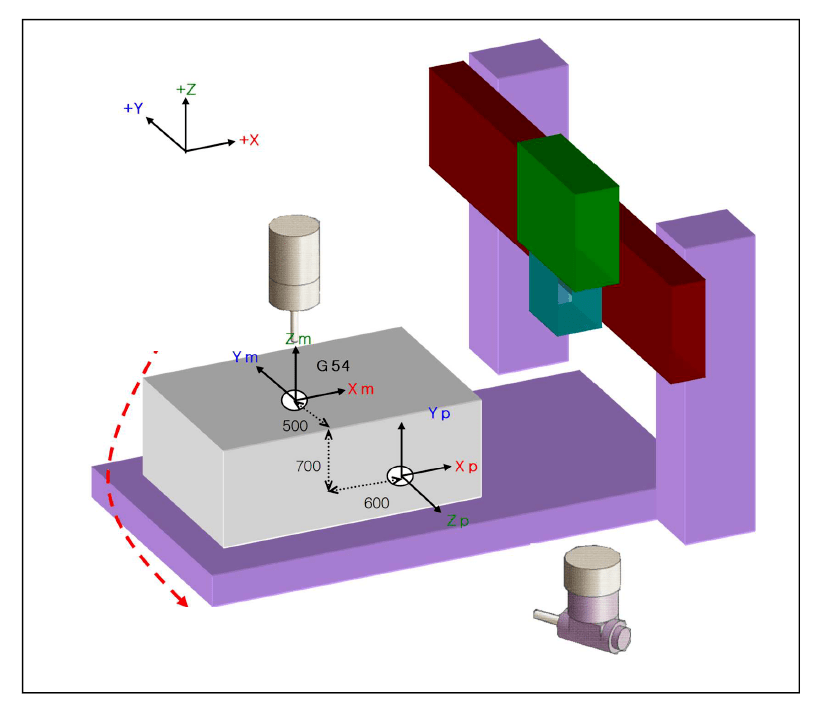
图1
加工分析:在工件的上表面,加工XY平面,即G17平面,使用立式铣头,Z进给;而在侧面如图所示位置,加工XZ平面,即G18平面,Y进给,使用直角铣头加工。
如果不使用空间坐标转换( CYCLE800 )功能,当由上表面切换到加工侧面时,需要重新对刀,程序需要修改如下:G17改为G18,Z向编程进给改为Y向编程进给,铣圆或铣面程序都需要按加工面重新修改,非常麻烦。
由此可知,改变加工平面后,所有的编程都随之改变,且所有的加工循环也都需要随之修改,加工过程人为中断,无法达到全自动无人化加工的目标。
02
西门子系统CYCLE800应用场合
按机床的结构可归纳为以下三种类型,如图2所示:
1.类型T:摆动刀具.两个旋转轴的运动会导致刀具朝向的变化(能改变另一轴所定义角度的轴为第一旋转轴)
2.类型P:摆动工作台.工作台的旋转会导致刀具相对工件朝向的变化(能改变另一轴所定义角度的轴为第一旋转轴)
3.类型M:摆动刀具+摆动工作台(刀具轴为第一旋转轴)
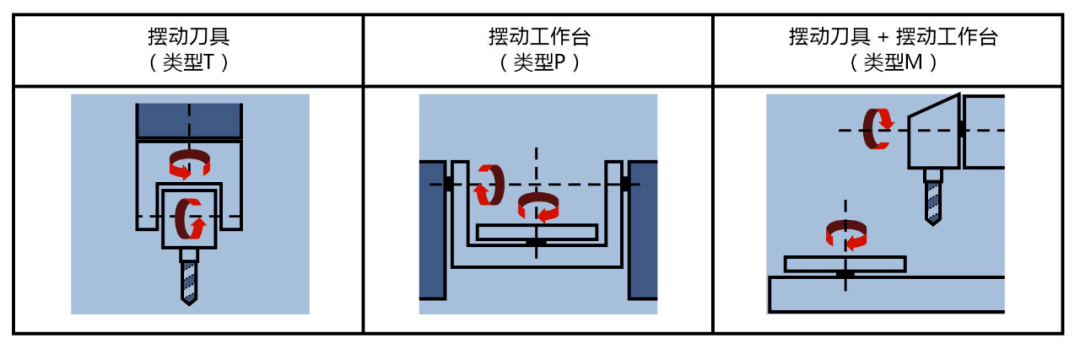
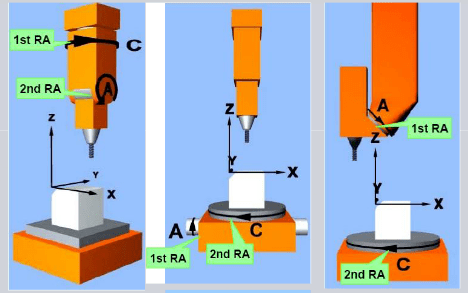
图2
使用CYCLE800时,程序与机床结构无关。但机床数据的设置与结构相关。在本篇里,所讲述的附件铣头为立式加长铣头和直角铣头,归属为第一种,属于摆动刀具类型T。
03
附件铣头CYCLE800尺寸链配置
本文介绍的附件铣头,以一台龙门移动式铣床上应用的加长铣头1以及直角铣头2为例,如图所示,两个铣头装于附件库内,此附件库固定于工作台行程的最远端,龙门可移动至铣头上方,实现自动更换附件铣头。此台龙门铣床还配备了雷尼绍RMP60工件测头,RMP60是新一代无线电工件测量系统,非常适合大型加工中心或测头与接收器之间的光信号传输被遮挡的场合,用于加工中心上的工件测量和工件找正。无线电传输无需光信号,可穿透极小的间隙和机床窗口,因此安装简便,安装在机床外罩的内部和外部均可。使用RMI-Q集成接口/接收器(安装固定在立柱上)在RMP60测头(放在刀库里,需要的时候当做一把刀具调用即可)和机床控制器之间进行通讯。为了适用于立式和卧式测量,因此设计了三面可用于校准的已知直径的标准环规测量装置,可分别在XY、XZ、YZ平面进行校准和测试试验,这个校准装置安装在附件库内如图3所示号码3。
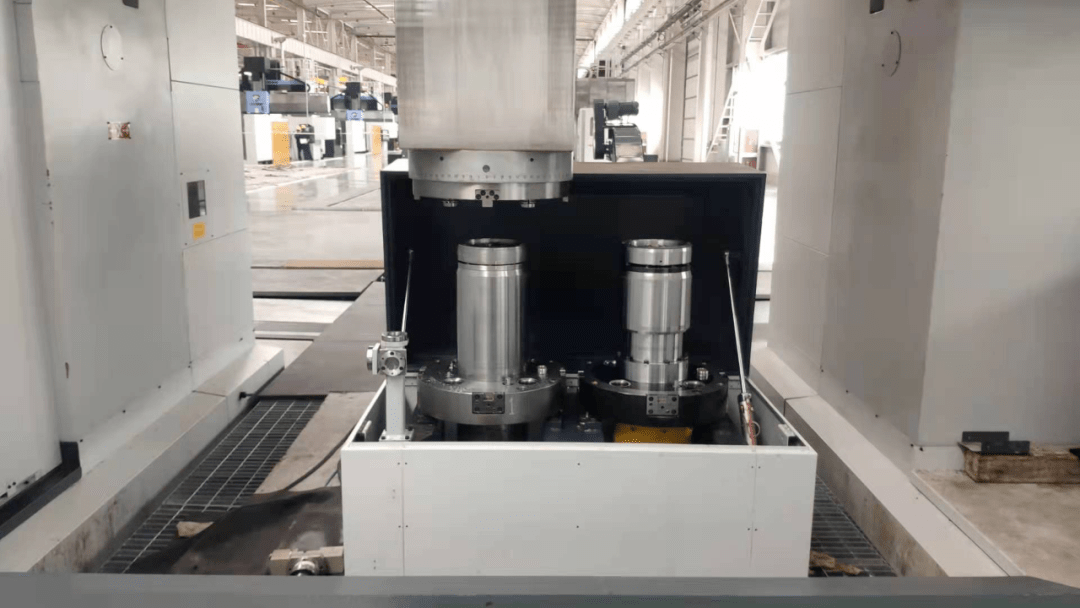
图3
要使用附件铣头智能化自动化加工,必须在数控系统里事先开发好CYCLE800功能,本文对使用的加长铣头(TC1)和直角铣头(TC2)为例,对附件铣头进行正确设置和尺寸输入。
首先需要测量出附件铣头在坐标系三个方向上的尺寸,立式铣头只有Z向一个尺寸,而直角铣头一般有两个方向的尺寸。直角铣头的尺寸经过测量后如图4所示:

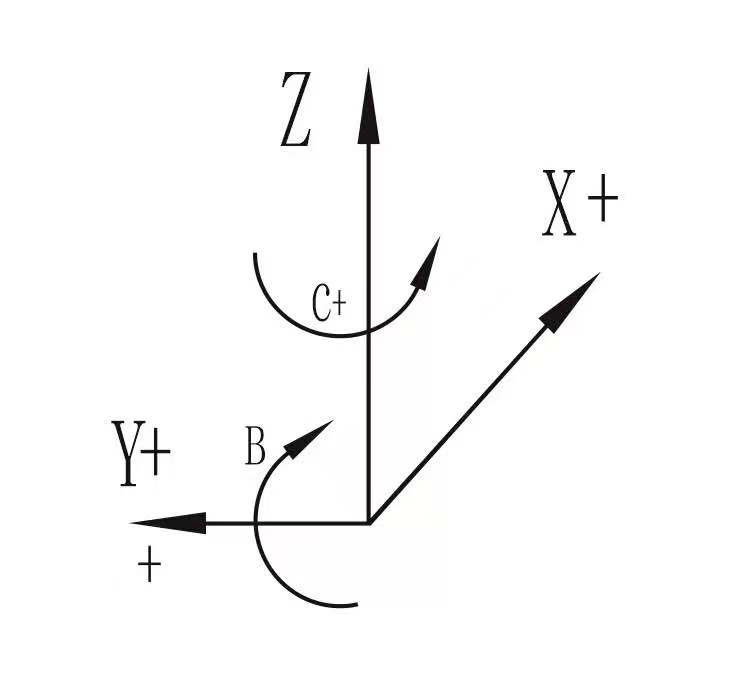
图4
机床要使用附件铣头才能进行加工,为便于计算和设置,以刀架抓取立式加长铣头后的下端面为基准加工面,立式加长铣头Z向的尺寸就设置为0,如图5所示。直角铣头有两个方向的尺寸,需要转位加工,除了实际的C轴,还需要虚拟一个B轴,在C处于0度方向位置时,相当于B轴绕Y轴旋转90度。直角铣头的Z向(362.4mm)与立式加长铣头Z向(362.0mm)的差值0.4mm填到offset i2的对应Z里,Y向的尺寸255.28填到offset i3的对应Z里,如图6、图7所示:

图5
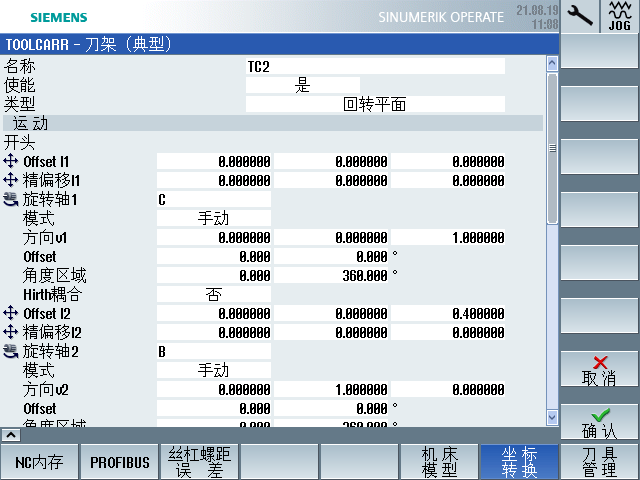
图6
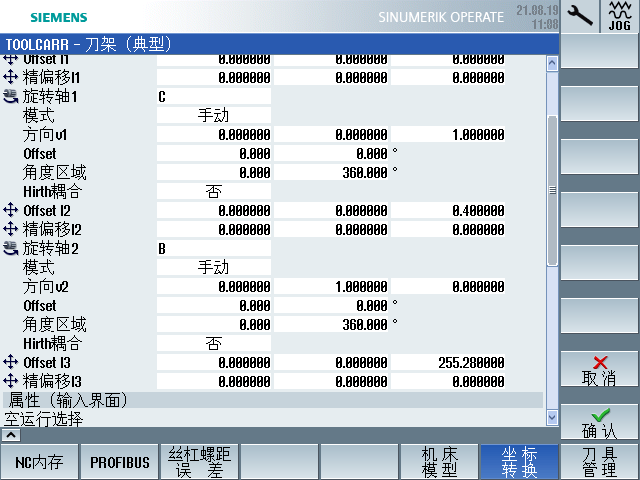
图7
做好附件铣头的配置后,就可以在NC加工程序里直接调用了,如图8所示:
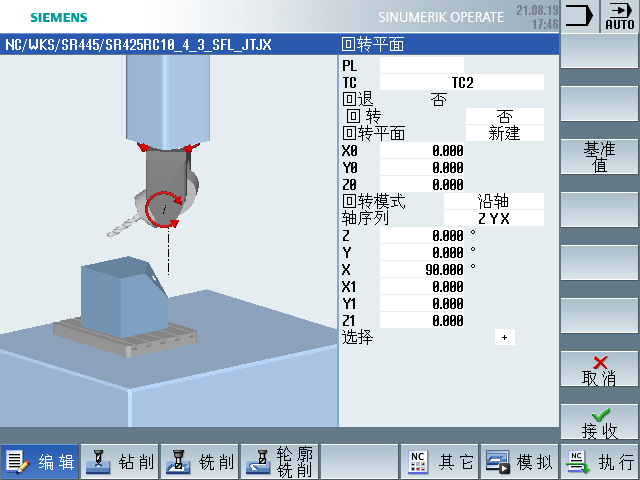
图8
04
附件直角铣头的转位误差补偿
直角铣头经常会用到4X90度的4个方向的加工,而影响直角铣头加工精度除了主轴端部的跳动、主轴锥孔轴线对滑枕移动的垂直度、平行度外,还需要检查4X90度时铣头主轴锥孔轴线的调头精度,这些精度都是几何精度,特别是调头精度误差很难通过机械调整的方法完全消除,因此需要通过电气补偿的方法来予以弥补这一误差。
理论上,直角铣头的C轴的回转中心轴线和滑枕主轴的回转中心轴线是重合的,但是由于机械误差,导致当C轴转位后,中心会在X、Y、Z坐标方向上可能均有误差,在此,可以通过CYCLE800的尺寸补偿功能来弥补这个误差。首先需要工艺部门通过一定的工艺手段测量出直角铣头在4X90度的四个方向上的误差,将此误差值填到自定义变量表里,如图9所示:
变量说明:ZJXT_A0[0]代表直角铣头在0度位置时,X偏量上的误差,依此类推。
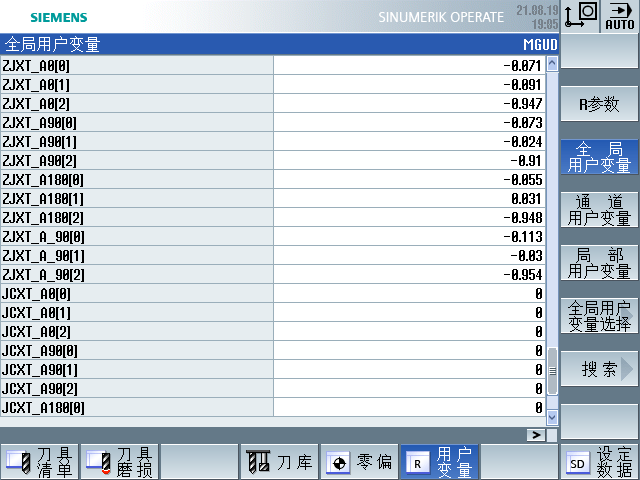
图9
然后通过电气执行一段带补偿计算的宏程序TC_SE,自动将此误差分别设置到坐标转换框图里,宏程序TC_SE按0度、90度、-90度、180度这4个转位角度分别将误差值写到系统变量$TC_CARR1[2]、$TC_CARR2[2]、$TC_CARR3[2]里,这3个系统变量分别对应直角铣头调头后在X、Y、Z方向上的误差。设计的补偿宏程序TC_SE如下:
N10 STOPRE
N20 G500
N30 D0
N40 CYCLE800
N50 IF $A_IN[1]==1 GOTOF TC11
N60 IF $A_IN[2]==1 GOTOF TC21
N70 TC21:
N80 $TC_CARR1[2]=0.0
N90 $TC_CARR2[2]=0.0
N100 $TC_CARR3[2]=0.0
N110 IF (WZ[0]==180)OR(WZ[0]==-180) GOTOF APOS
N120 IF (WZ[0]==-90) GOTOF BPOS
N130 IF (WZ[0]==90) GOTOF CPOS
N140 IF (WZ[0]==0) GOTOF DPOS
N150 TC11:
N160 $TC_CARR1[1]=0.0
N170 $TC_CARR2[1]=0.0
N180 $TC_CARR3[1]=0.0
N190 GOTOF ECPS
N200 APOS:IF $A_IN[1]==1 GOTOF TC1
N210 IF $A_IN[2]==1 GOTOF TC2
N220 GOTOF ECPS
N230 TC2:
N240 $TC_CARR2[2]=ZJXT_A180[1]
N250 $TC_CARR1[2]=ZJXT_A180[0]
N260 $TC_CARR3[2]=ZJXT_A180[2]
N270 GOTOF ECPS
N280 TC1:
N290 $TC_CARR1[1]=JCXT_A180[0]
N300 $TC_CARR2[1]=JCXT_A180[1]
N310 $TC_CARR3[1]=JCXT_A180[2]
N320 GOTOF ECPS
N330 BPOS:IF $A_IN[1]==1 GOTOF BTC1
N340 IF $A_IN[2]==1 GOTOF BTC2
N350 GOTOF ECPS
N360 BTC2:
N370 $TC_CARR2[2]=ZJXT_A_90[1]
N380 $TC_CARR1[2]=ZJXT_A_90[0]
N390 $TC_CARR3[2]=ZJXT_A_90[2]
N400 GOTOF ECPS
N410 BTC1:
N420 $TC_CARR1[1]=JCXT_A_90[0]
N430 $TC_CARR2[1]=JCXT_A_90[1]
N440 $TC_CARR3[1]=JCXT_A_90[2]
N450 GOTOF ECPS
N460 CPOS:IF $A_IN[1]==1 GOTOF CTC1
N470 IF $A_IN[2]==1 GOTOF CTC2
N480 GOTOF ECPS
N490 CTC2:
N500 $TC_CARR2[2]=ZJXT_A90[1]
N510 $TC_CARR1[2]=ZJXT_A90[0]
N520 $TC_CARR3[2]=ZJXT_A90[2]
N530 GOTOF ECPS
N540 CTC1:
N550 $TC_CARR1[1]=JCXT_A90[0]
N560 $TC_CARR2[1]=JCXT_A90[1]
N570 $TC_CARR3[1]=JCXT_A90[2]
N580 GOTOF ECPS
N590 DPOS:IF $A_IN[1]==1 GOTOF DTC1
N600 IF $A_IN[2]==1 GOTOF DTC2
N610 GOTOF ECPS
N620 DTC2:
N630 $TC_CARR2[2]=ZJXT_A0[1]
N640 $TC_CARR1[2]=ZJXT_A0[0]
N650 $TC_CARR3[2]=ZJXT_A0[2]
N660 GOTOF ECPS
N670 DTC1:
N680 $TC_CARR1[1]=JCXT_A0[0]
N690 $TC_CARR2[1]=JCXT_A0[1]
N700 $TC_CARR3[1]=JCXT_A0[2]
N710 GOTOF ECPS
N720 ECPS:M17
将此宏程序嵌入到直角铣头的转位宏程序ZW(n)里,这样,在每次转位后自动就将直角铣头的调头误差值写到了系统变量里,在执行CYCLE800指令后就会自动生效该补偿,从而实现了这一补偿原理。
05
CYCLE800应用于测量循环
立式加长铣头用于常规的XY平面测量校准,无须使用三维坐标变换功能,直接调用雷尼绍的测量循环程序即可。而对于侧面的XZ、YZ平面,则必须使用直角铣头通过转位后,抓取位于刀库里的工件测头来进行测量校准。
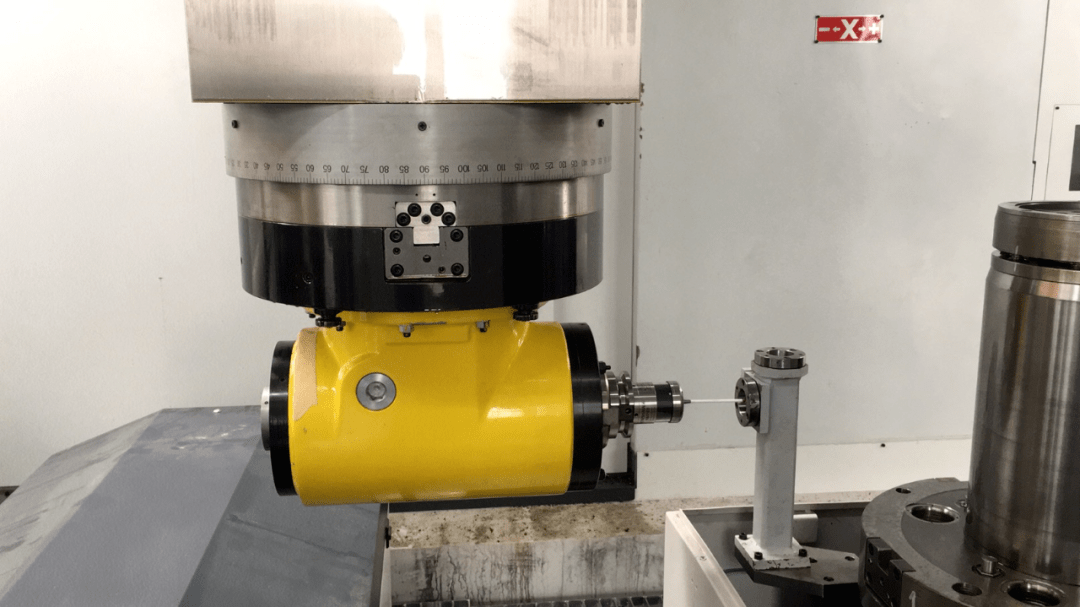
图10
没有CYCLE800空间坐标旋转功能之前,很多循环程序使用时,需要对每个平面的测量人为地修改,比如测量基于的平面:按实际情况G17需要改为G18或G19;测量的机床轴也要对应平面进行修改,包括刀具测量补偿对应的轴。总之,只要加工或测量的平面变了,所有与之相关的设置都要随之更改,非常麻烦。而当有了CYCLE800功能之后,只需在原有的循环程序前面加上一句CYCLE800的代码,然后在循环程序里稍加修改输出的对应补偿轴即可,所有的问题就都迎刃而解了,不需要再像之前那样修改很多参数和代码。
例如对图所示YZ平面的标准环测量内孔,测内孔程序如下:
G54
T120
G01G90X0Y0Z0F1000
M68
L9800
R0=2R7=40R19=55
L9901
注:在使用测头测量工件时,首先需要对测头进行标定,也就是对测头探针的半径、偏心、长度等做一个校准。
06
结语
通过对西门子CYCLE800功能的进一步开发,对数控机床配备的附件铣头进行三维坐标转换不仅实现了斜面加工、附件铣头尺寸链及精度补偿,保证了加工精度,也实现了全自动化智能化生产的要求。
- END -
热门文章
“十四五”为什么不选择核电?
“确保民生用电不受影响”
每天上涨约3000元!
新时达荣获恰佩克重量级奖项
成功打破显示屏垄断