维嘉MRO百科|“精密量具”之游标卡尺
今天WKEA维嘉工业品的小嘉又来了,今天我将会带大家了解的是工业品行业中常用的测量工具。
说到测量工具,很多人肯定第一时间想到的是上学时用的尺子,那代表着我们的一段美好的校园时光,在工业品上面,测量工具其实有很多种,都是一些精密量具。例如:游标卡尺、千分尺等,每种尺不管在形状上面还是作用上都是有很大差异的,所以功能也是不一样的,小嘉这就带大家去了解工业常用的精密测量工具“游标卡尺”。
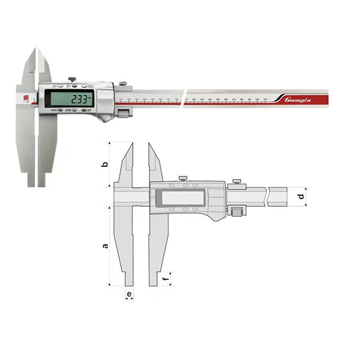
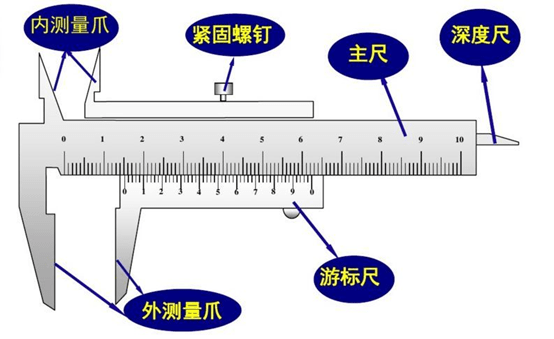
游标卡尺是一种测量长度、内外径、深度的量具。游标卡尺由主尺和附在主尺上能滑动的游标两部分构成。主尺一般以毫米为单位,而游标上则有10、20或50个分格,根据分格的不同,游标卡尺可分为十分度游标卡尺、二十分度游标卡尺、五十分度格游标卡尺等,游标为10分度的有9mm,20分度的有19mm,50分度的有49mm。游标卡尺的主尺和游标上有两副活动量爪,分别是内测量爪和外测量爪,内测量爪通常用来测量内径,外测量爪通常用来测量长度和外径。
在形形色色的计量器具家族中,游标卡尺作为一种被广泛使用的高精度测量工具,它是刻线直尺的延伸和拓展,最早起源于中国。
工作原理
它由尺身及能在尺身上滑动的游标组成,游标与尺身之间有一弹簧片, 利用弹簧片的弹力使游标与尺身靠紧。游标上部有一紧固螺钉,可将游标固定在尺身上的任意位置。尺身和游标都有量爪,利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径。深度尺与游标尺连在一起,可以测槽和筒的深度。
使用方法
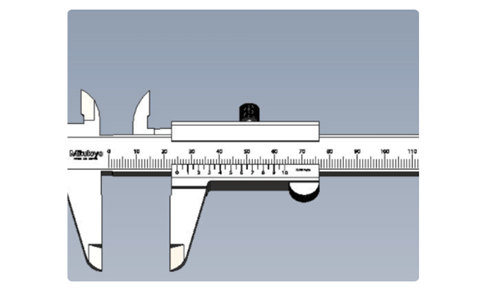
用软布将量爪擦干净,并合拢,检查游标是否与尺身的零位标记对齐。 如果对齐,可以测量:如果不对齐,应记录零误差:尺体零刻度线右侧的游标零刻度线称为正零误差,并且 尺体上零刻度线左侧的那个叫做负零误差(这个指定文件的方法和数轴的方法一致,原点向右为正,原点为负 靠左)。 测量时,右手拿着尺子,拇指移动游标,左手拿着外径(或内径)的被测物,使被测物位于 外测量爪。 读测量零件外形尺寸时:卡尺两个测量面的连线应垂直于被测面,不得歪斜。 测量时,可以轻轻晃动卡尺,使其处于垂直位置。
应用范围
测量工件宽度、外径、内径、深度
读数
1、以游标零刻线位置为准,在主尺上读取整毫米数。
2、看游标上哪条刻线与主尺上的某一刻线(不用管是第几条刻线)对齐,由游标上读出毫米以下的小数。
3、总的读数为毫米整数加上毫米小数。
游标卡尺读数时,有两种最基本的读数方法,即“加法法”和“减法法”。大多数教师和学生都热衷于应用“加法法”读数,其实“减法法”原理更利于学生的理解,解题更加可靠。因为采用“加法法”时读数包含了读毫米整数和毫米小数两个过程,然后相加才是物体的长度;而采用“减法法“时直接用主尺上对齐的毫米整数减去游标对齐刻度线前端的长度即为物体的长度。
精度
常用游标卡尺按其精度可分为3种:即0.1毫米、0.05毫米和0.02毫米。精度为0.05毫米和0.02毫米的游标卡尺。它们的工作原理和使用方法与本文介绍的精度为0.1毫米的游标卡尺相同。精度为0.05毫米的游标卡尺的游标上有20个等分刻度,总长为19毫米。
测量时如游标上第11根刻度线与主尺对齐,则小数部分的读数为11/20毫米=0.55毫米,如第12根刻度线与主尺对齐,则小数部分读数为12/20毫米=0.60毫米。
保管方法
游标卡尺使用完毕,用棉纱擦拭干净。长期不用时应将它擦上黄油或机油,两量爪合拢并拧紧紧固螺钉,放入卡尺盒内盖好。
了解了游标卡尺,大家还想了解什么呢?欢迎私信告诉小嘉。
小嘉给不了你太多,只能把自己所知道都告诉你们,买工业品,就到上海维嘉,希望大家关注WKEA维嘉,小嘉每天都会给大家带来分享哟!今天的分享就到此为止吧,明天依旧光芒万丈哟!