保莱塔注塑机温度控制方法分析
摘要:保莱塔注塑机中料筒温度是注塑机工作过程中的重要被控参数。传统注塑机温度控制系统存在的超调量大、调节时间长等诸多不足,在分析多种控制算法,运用工程软件Matlab 7.0对模糊PID控常I和常规PID控制进行仿真分析的基础上, 提出了以模糊PID作为注塑机温度检测控制的控制算法.设计出模糊控制器,实现注塑机温度的实时控制,对于提高注塑机温度控制精度具有较好的效果。
温度是保莱塔注塑机主要的被控参数之一。在温度控制中,由于受到温度被控对象特性(如惯性大、滞后大、非线性、强耦合等)的影响,使得控制性能难以提高。本文在分析各种控制算法的基础上,确定采用模糊PID作为注塑机温度控制系统的控制算法;通过Matlab 7.0对模糊PID控制和常规PID控制进行仿真分析,结果表明,模糊PID控制算法进行温度控制能较好地克服温度控制对象的滞后问题,提高温度控制的精度。
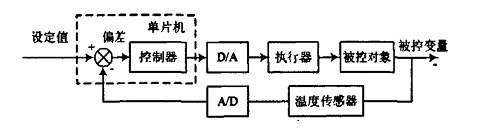
1:过程控制系统基本原理
过程控制是采用模拟或数字控制方式对生产过程的物理参数进行甑自动控制,其原理框图如图所示
2:控制方法简介
以微机为核心的控制系统必须有一个可行的控制算法,整个系统的控制功能主要由控制算法来实现。在工业过程控制中常用的控制算法有常规PID控制、模糊控制、模糊PID控制、神经网络等。在温度控制中,大多采用前三种控制算法。
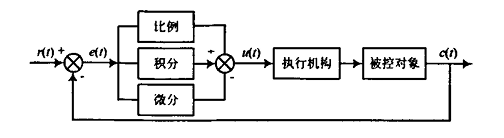
2.1:常规PID控制
PID控制器是一种线性调节器,根据给定值,-(£)与实际输出值c(f)构成的控制偏差将偏差的比例、积分、微分通过线性组合构程控制量,对控制对象进行控制。PlD控制系统原理框图如图所示。其数学模型可表示为PID控制是二种建立在经典控制理论基础上的控制策略。由于PID控制的设计算法和控制结构非常简单,且易于补偿系统大多数特性参数的要求,由于原理简单,使用方便,实用性强,大多数的控制对象,均可达到满意的效果。因此生产过程控制中应用最广泛的控制方法是PID控制算法。但是,PID控制方法是以建立准确的控制对象的数学模型为基础,其控制性能主要取决于它的参数,在一些控制要求较高、参数不稳定的控制系统中,很难达到理想的控制效果。
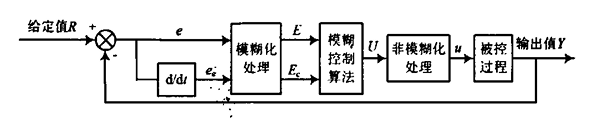
2.2模糊控制
模糊控制系统原理如图所示。由模糊量化处理、模糊控制算法、非模糊化处理环节组成模糊控制器。其功能的实现是要先把计算机观测控制过程得到的精确量转化为模糊输入信息,按照控制经验及策略取得的语言控制规则进行模糊推理和模糊决策,求得输控制量的模糊集,再经模糊判决得出输出控制的精确量,作用于被控对象.模糊控制器与常规的PID控制器相比,具有无须建立被控对象的精确数学模型、对被控对象的非线性和时变性具有一定的适应能力,即鲁棒性较好等优点。单纯的模糊控制还存在着一些自身的弱点。如常规的二维模糊控制器是以误差和误差变化作为输入变量,因此,一般认为它具有模糊比例和微分控制作用,但缺少模糊积分控制作用,这使得模糊控制的稳态性较差。
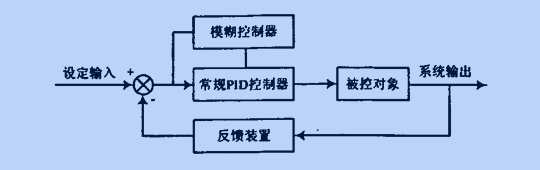
2.3糊自调整PID控制
模糊控制理论提供了一种以计算机构成的模糊控制器为核心、以模拟人脑思维方式为基本出发点的反馈控制方法。模糊反馈控制系统和常见的负反馈闭环控制系统具有相似的结构,惟一不同之处是控制装置由模糊控制器来实现。模糊自调整PD控制器是一种在常规PID调节器的基础上,应用模糊集合理论,根据控制偏差绝对值、偏差变化率绝对值,在线自动调整比例系数K,、积分系数瓦和微分系数TD的控制器。模糊PID控制是将PID控制与模糊控制相结合的一种控制方法,它集合了模糊控制和PID控制两者的优点。首先利用人工智能的方法将操作人员的调整经验抽象为模糊规则,把规则的条件、操作用模糊集表示,将这些模糊控制规则以及有关信息存入计算机知识库中,然后微控制器根据控制系统的实际响应情况,运用模糊推理,自动实现对PID参数的调整。
3:控制方法比较
本系统的被控对象是注塑机的的料筒加热器,设计的目的是要对料筒温度进行控制。保莱塔注塑机的的料筒加热器具有以下控制特性:
温度特性由于热传递与绝对温度有关,因而料筒加热器的特性也随温度的变化而变化。如辐射与绝对温度成平方关系,这使得高温时的料筒加热器的热传递变快,从控制特性上表现为机筒加热器的时间常数、纯滞后时间减少。
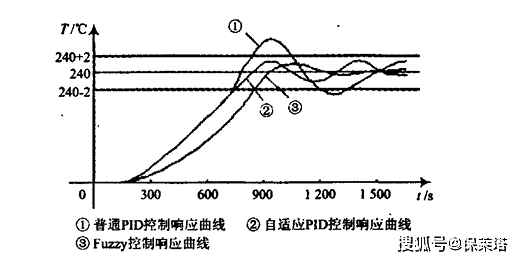
扰动特性料筒加热器的干扰因素多,而且干扰量大。电阻丝的发热功率与电网电压成平方关系,如果电网电压波动,电阻丝发热功率会发生较大的波动。通过以上介绍和分析,PID控制的缺点是必须首先知道被控系统的数学模型,因此需要花费大量的时间建立模型。模糊控制不用知道数学模型,鲁棒性较好,但是,在升温过程模糊控制不如PID控制快。另外,由于模糊控制器不具备积分作用,因此很难完全消除稳态误差。采用传统PID控制和模糊控制结合成混合型(Hybrid),那么既可以达到升温段的快速性又可以满 足受扰动时快收敛的优异性能。因此这种Fuzzy/PID双模态控制系统具有很好的动静特性及鲁棒性。三种控制方法的控制效果比较如图所示。综合考虑控制算法的优缺点,保莱塔注塑机温控系统确定在传统PID的基础上,应用模糊控制理论,设计模糊PID控制,用以对保莱塔注塑机机筒加热器进行控制。
4:常规PlD和模糊PID控制仿真分析
本系统运用Matlab 7.0软件,分别对常规PID控 制和模糊PID控制进行仿真
4.1:常规PID仿真
首先对PID的三个参数Kr,K。,KD进行整定。取 输入的指令信号rink一140,仿真时间为200个采样点。 其阶跃响应曲线如图
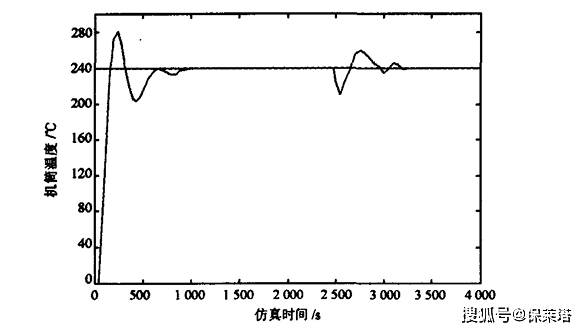
在实际的温度控制过程中,往往存在着诸如机筒加热器的断开、电压的突变等干扰,这时希望系统对这类于扰能保持一定的稳定。为了测试控制器的鲁棒性,在蒋125个采样时刻(t一2 500 s)加入一个干扰(一30) 舌,其响应曲线如图所示。
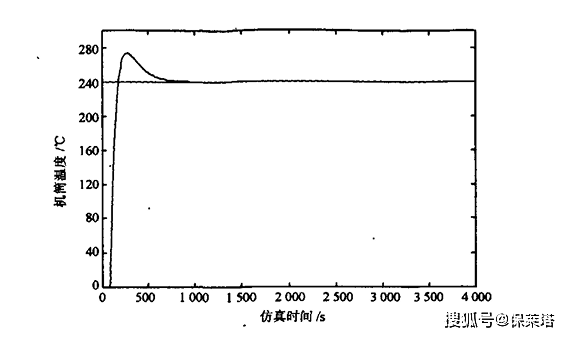
4.2:模糊PID仿真
采用与常规PID仿真时相同的输入指令信号、放大系数、时间常数、滞后时间和仿真时间,用模糊PID进行仿真。其阶跃响应曲线如图所示。在第125个采样时刻(t=2 500 s)加入一个干扰 (一30)后,其响应曲线如图
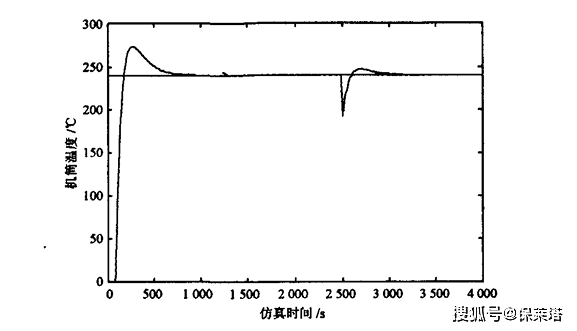
由常规PID和模糊PID仿真结果可以得出:模糊PID算法较常规PID算法具有超调量小、响应时间短、鲁棒性好等优点。对要实现的注塑机温度检测控制系统来说,在升温的快速性及抑制和消除干扰等方面,模糊PID控制的控制性能更好。因此,选择模糊PID作为保莱塔注塑机温度检测控制系统的控制算法。