用5W1H诠释:SPC统计过程控制
SPC是英文Statistical Process Control的字首简称,即统计过程控制。SPC就是应用统计技术对过程中的各个阶段收集的数据进行分析,并调整制程,从而达到改进与保证质量的目的。SPC强调预防,防患于未然是SPC的宗旨。

一、What:什么是SPC
SPC说到底,就是一个图表,把生产过程中的数据,收集起来用图表的形式展现出来。它的作用可以大致总结为:
- 方便大家从图表中,找出有异常的数据。
- 跟进数据趋势,预见异常发生的可能。
- 数据异常后,做出相应的改善对策
SPC本质上就是一种特殊的趋势图,除此它还有另一个名称:控制图。
当然了,控制图还要和普通的趋势图有差异的,具体表现为以下几点:
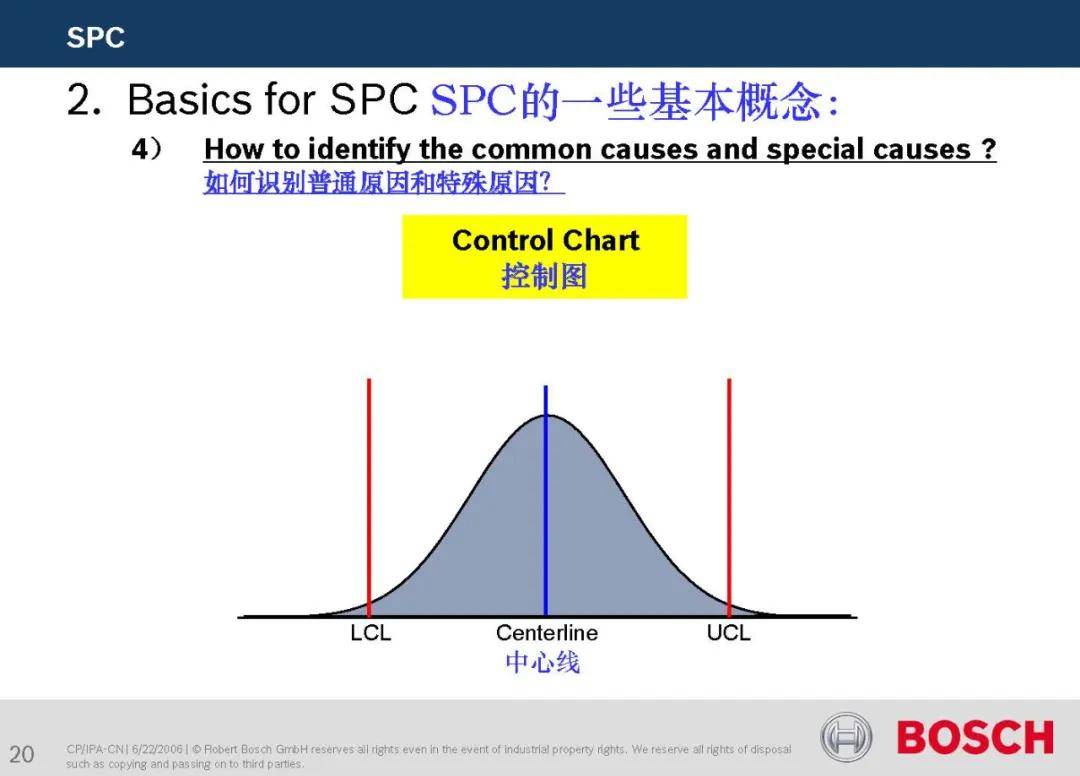
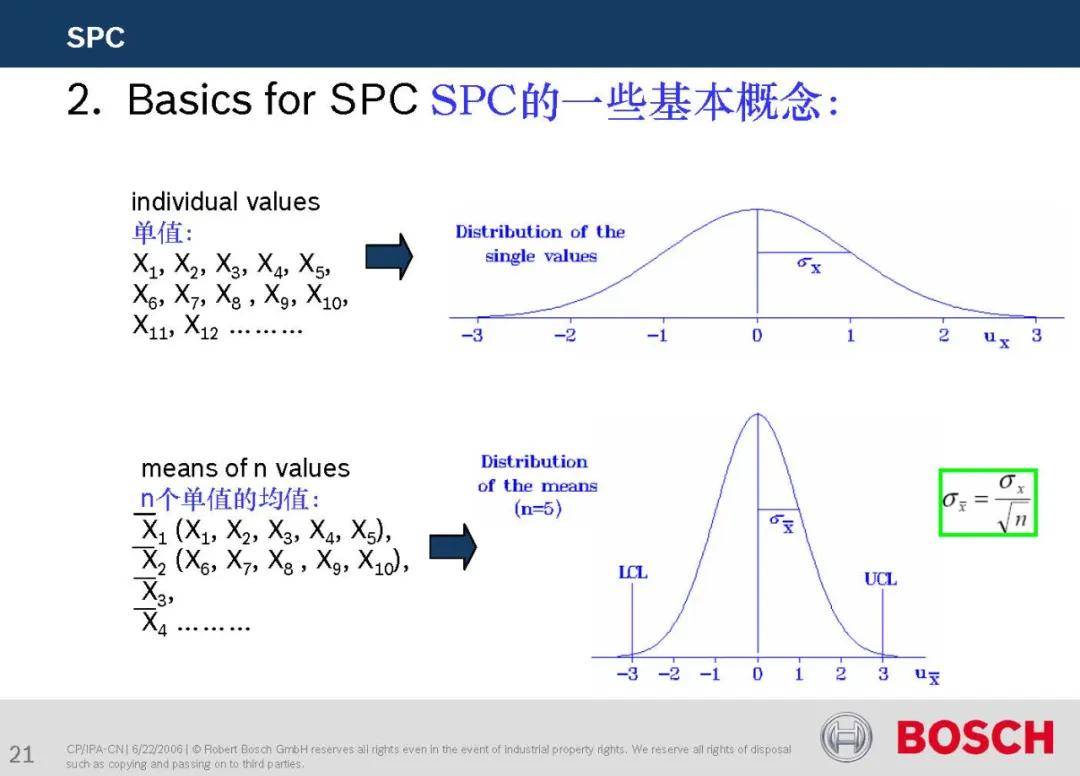
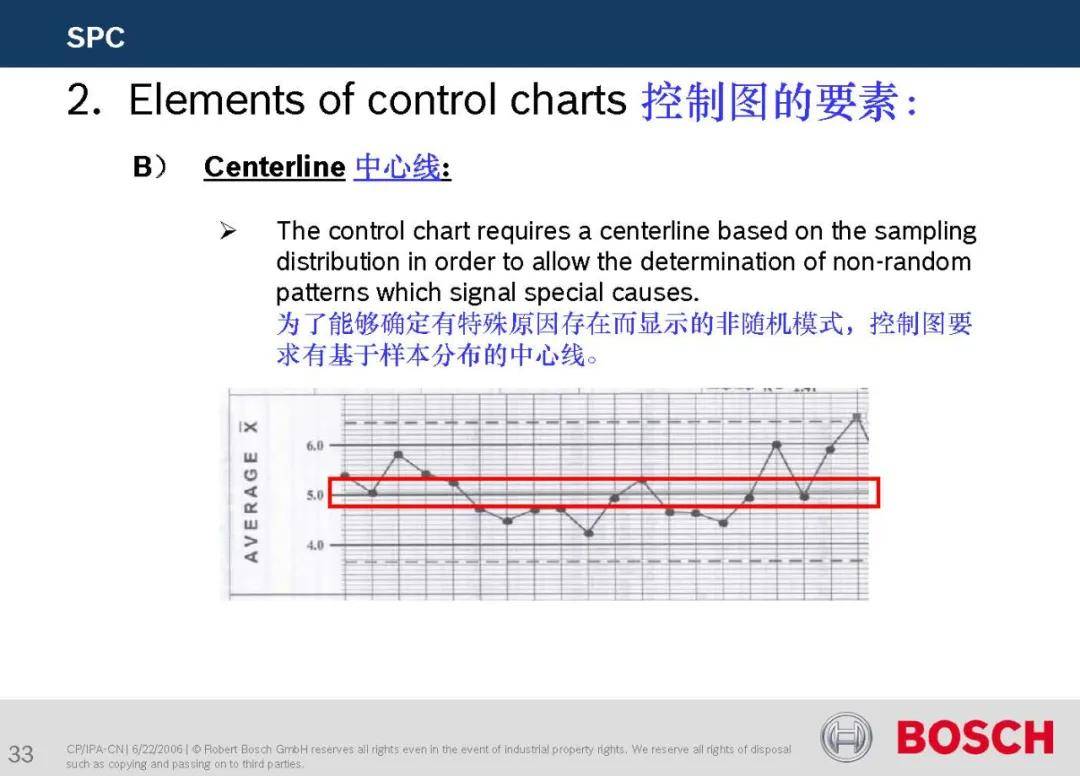
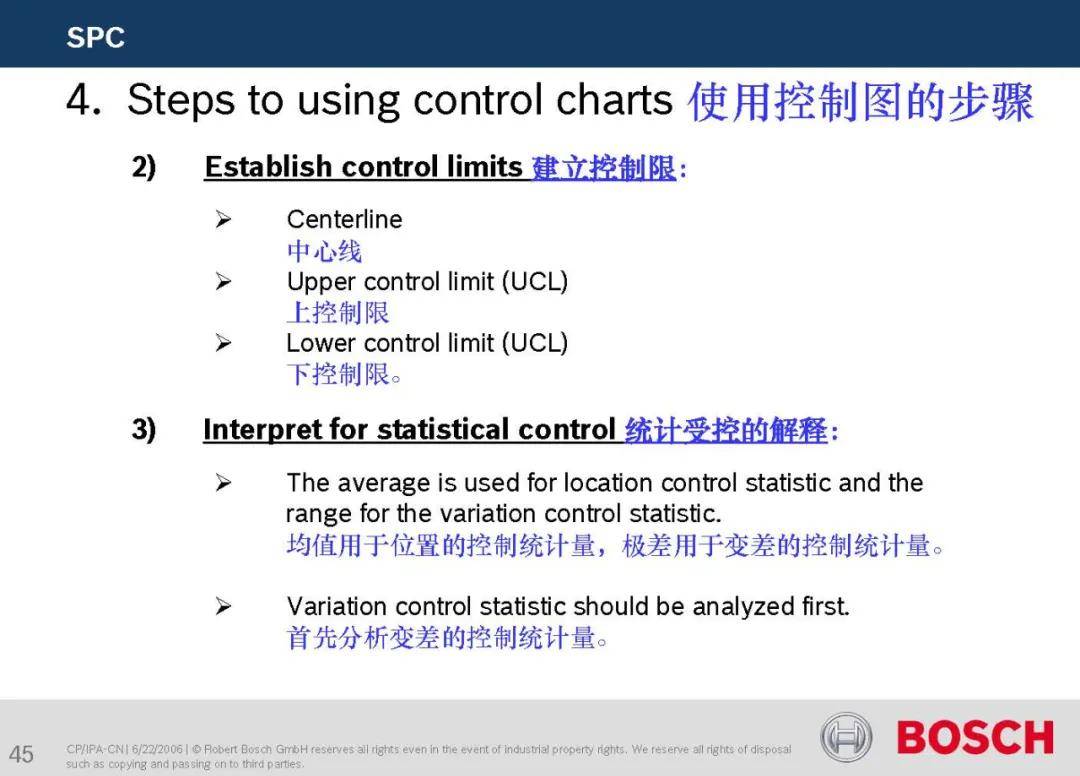
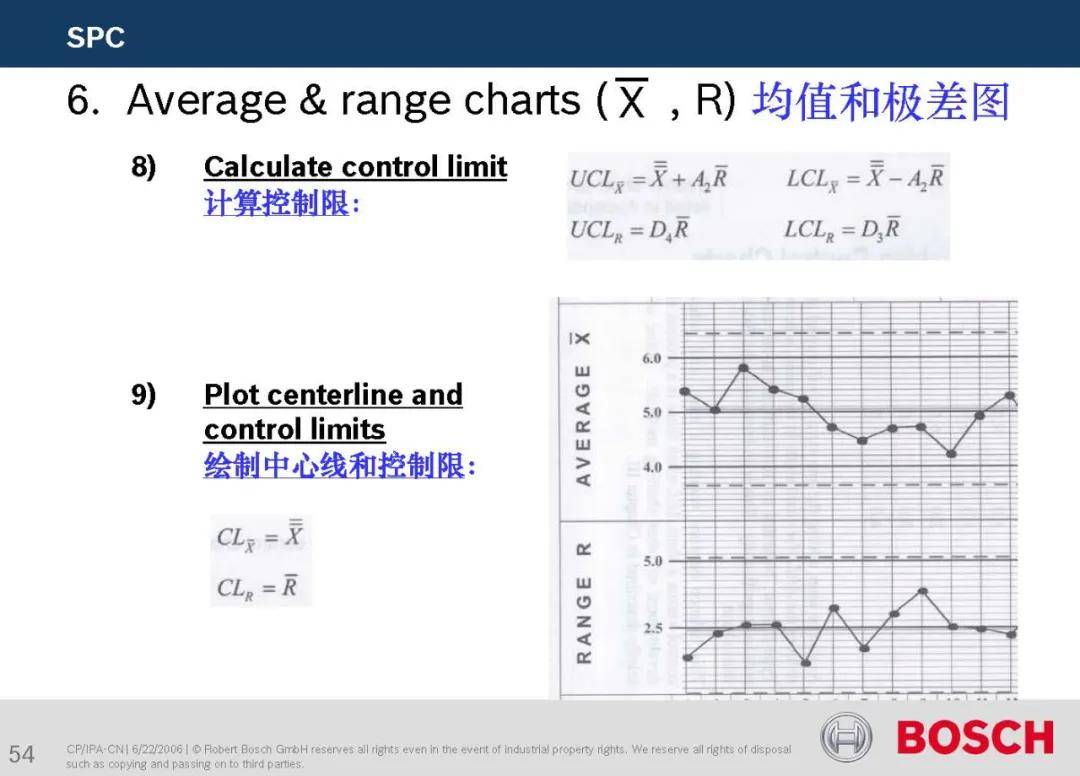
1. 控制图都有上下控制线和中心线,UCL和LCL(具体会在6-How里面说明)
2. 控制图的数据收集规则、数据分析的规则,更加的繁琐,更加的严格
3. 控制图一定要有相应的改善输出
二、Why:为什么要用SPC
为了及时发现生产过程中,由特殊原因导致的异常,及时改善。同时深入分析系统中的普通原因,进一步提高产品品质,为客户提供更好的产品。(当成为一个工厂的品质副总时,如何将一线数据浮上来,你会自然而然地想到SPC)
在思考为什么要用SPC时,我们的观点和认知,是随着职位不断成长的。不要硬逼着自己去理解SPC手册里,那十几页鸡汤式的SPC概述。格局到了,自然就理解了。
但是SPC的作用是不会发生变化的,做就对了。

三、When:在什么时候用SPC
SPC手册里面说,SPC只有在过程受控状态下,才能使用。
但是实际上,SPC就是一个图表,任何情况,任何产品,只要有数据就可以用SPC控制图。只是它所体现出来的信息不同,使用者透过SPC发现问题的程度不一样。
举个通俗一点的例子。
张飞和关羽出征沙场,张飞去探路。张飞趴在地上,用听音识距离之术,听了半晌得出一个结论:敌人距离我们还有250米。
关羽一旁说道:我知道
张飞:你怎么知道的?
关羽:我看到的,就在前面呢。
简单来说,当问题就在眼前的时,就别杀鸡用牛刀了。有做SPC的功夫,问题都已经解决了。
产品开发阶段,或者生产过程未进入稳定阶段时,很多因素还没有确定下来,比如:
- 产品设计还在不断变更
- 员工作业手法还不确定
- 设备参数还在继续优化等等
这个时候,如果绘制SPC控制图,那么控制限可能在标准值的外面。
此时的重点工作,不是去研究SPC的9种异常模式,而是集中精力把眼前的问题解决,消除特殊原因,将生产过程稳定下来。
进入MP阶段,生产能力趋于稳定。很多问题从表面上已经很难发现了。这个时候,产品规格基本都能符合要求了,但是不合格率还是比较高,需要深入挖掘问题,控制图就发挥了它的作用,在大量的数据统计中,找出异常点,给我们的改善指引方向。

四、Who:谁来做SPC?
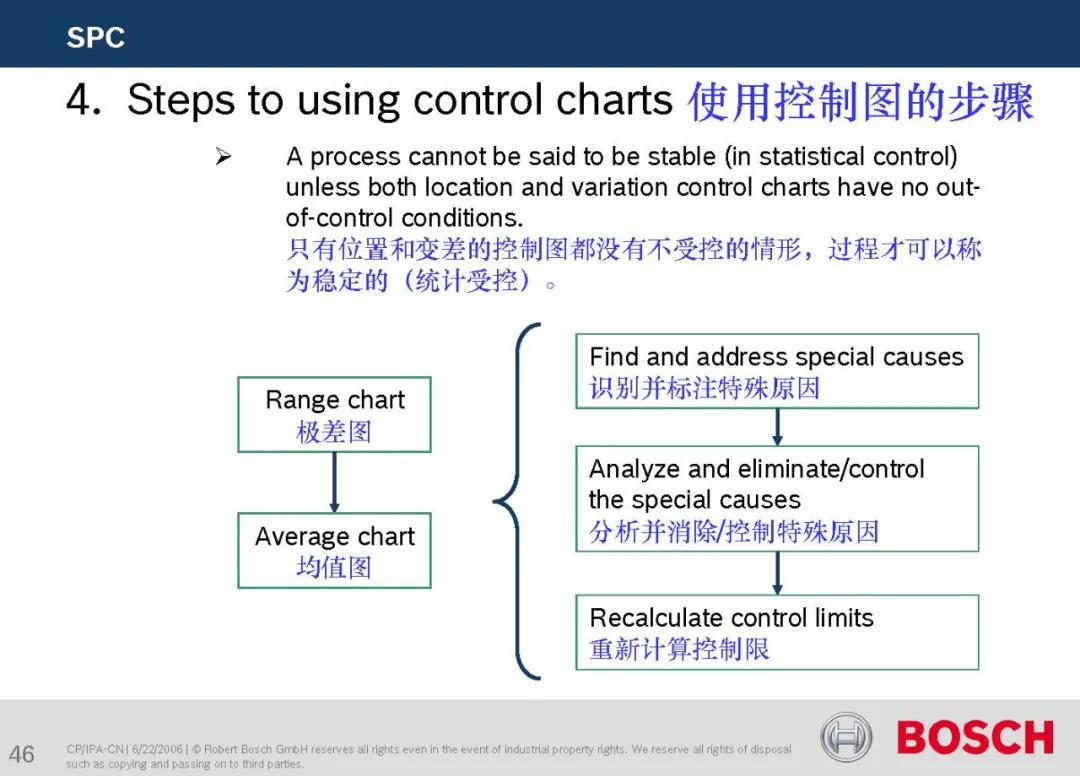
SPC控制图的制作过程,大概分为:
- SPC数据收集和绘制
- 控制图分析
- 改善推动
- 控制限的变更
4.1 SPC数据的收集和绘制
SPC数据收集,本质上是一个抽样的过程,是对过程数据的监控。这个职责,我认为应该是过程质量监控(IPQC)的职责。(好一点的公司,可能会建立自己的SFC系统,数据自动收集,这样数据更加准确、及时和完整)
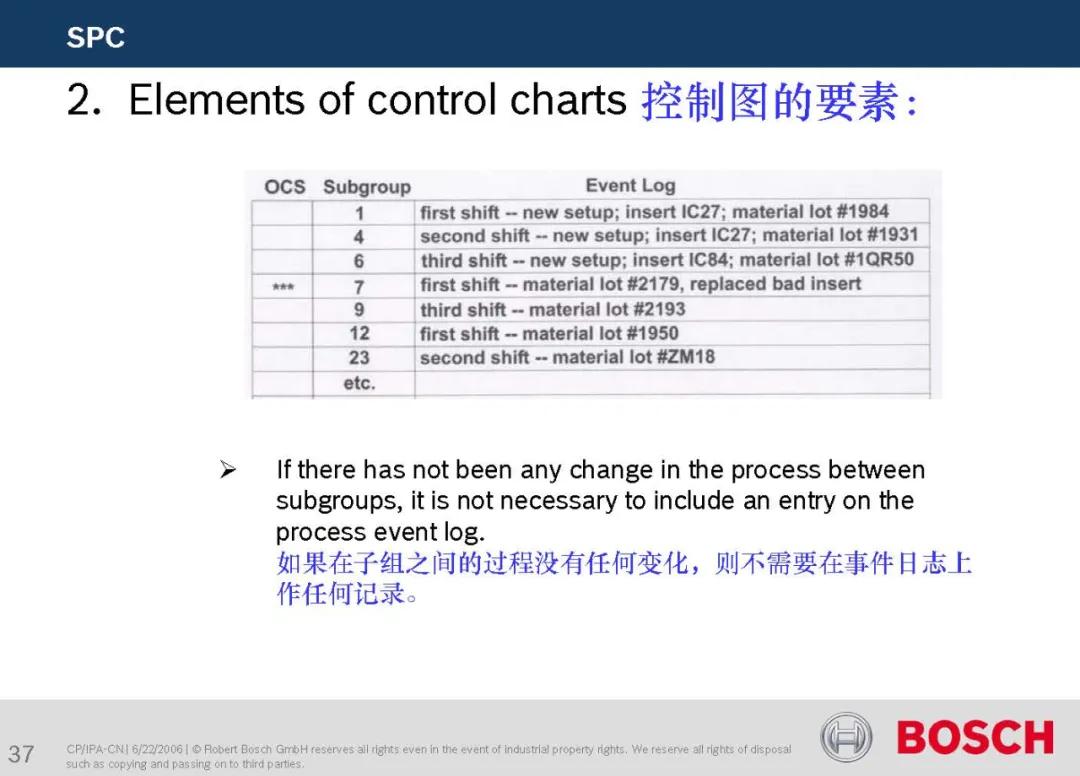
控制图绘制好之后,一定要通过邮件、公司内网,ERP系统等形式,将其分发给各个职能门,将生产信息扩散出去。
4.2 控制图分析
这个就没有指责的界定了。控制图就是一个表格,IPQC将数据分发出去之后,谁关心谁就看,出现了问题,自己就可以根据数据去找原因。
但是执行过程中,应该有一个主导的部门,他来召集大家一起检讨。这个部门我认为应该是QE。
4.3 改善推动
还是QE来承担起这个责任,召集了会议,对SPC数据进行了检讨,接下来就是推动工程人员(ME、RD)提出相应的改善对策,并进行现场落实的追踪。
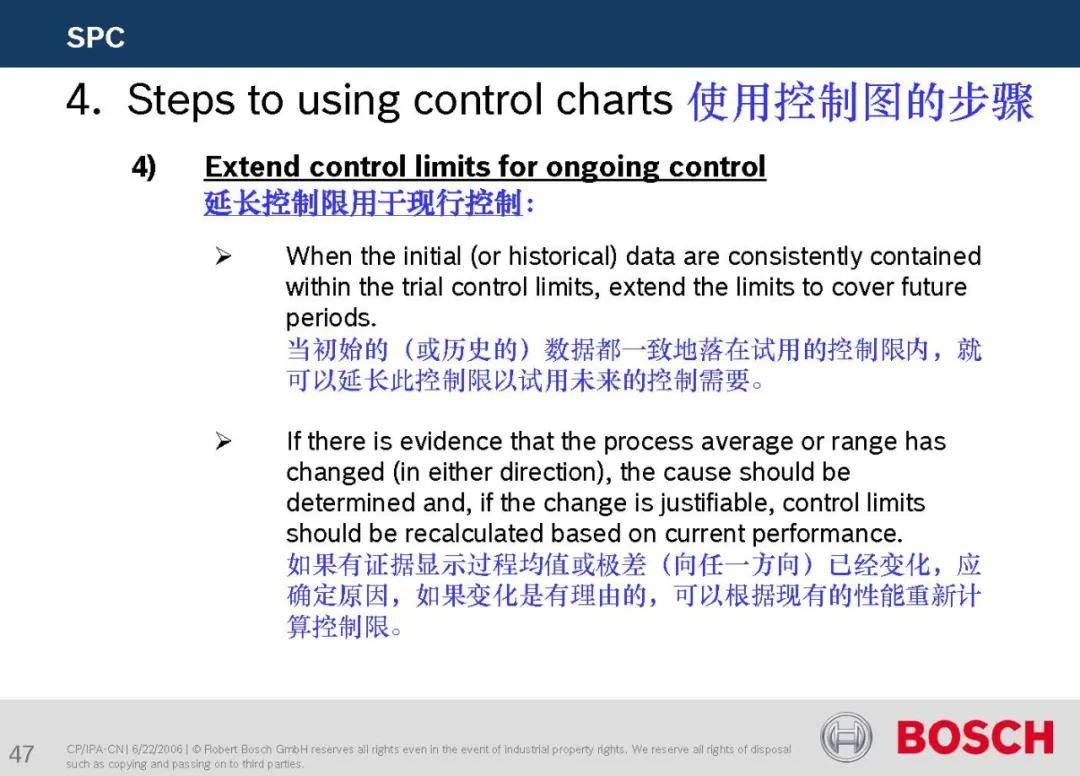
4.4 控制限的变更
控制限不是标准线,它是一个动态的值,随着生产能力的不断提高,控制限也应及时地更新。
控制限更新的实际有:
- 抽样数量发生变更
- 实际量测数据,长期分布在中心线1个西格玛以内
从数据统计分析的能力上来看,我还是认为QE来做这个工作最合适。

五、Where:SPC用在哪里?
SPC是用来分析问题的工具,所以应该放在分析人员能看到的地方,大家不用花很多的时间,就能获取这些信息,比如:
- 生产线的线头,
- 群发给所有生产管理人员
- 公司内部的信息平台等等
六、How:如何做SPC?
6.1 怎么做SPC
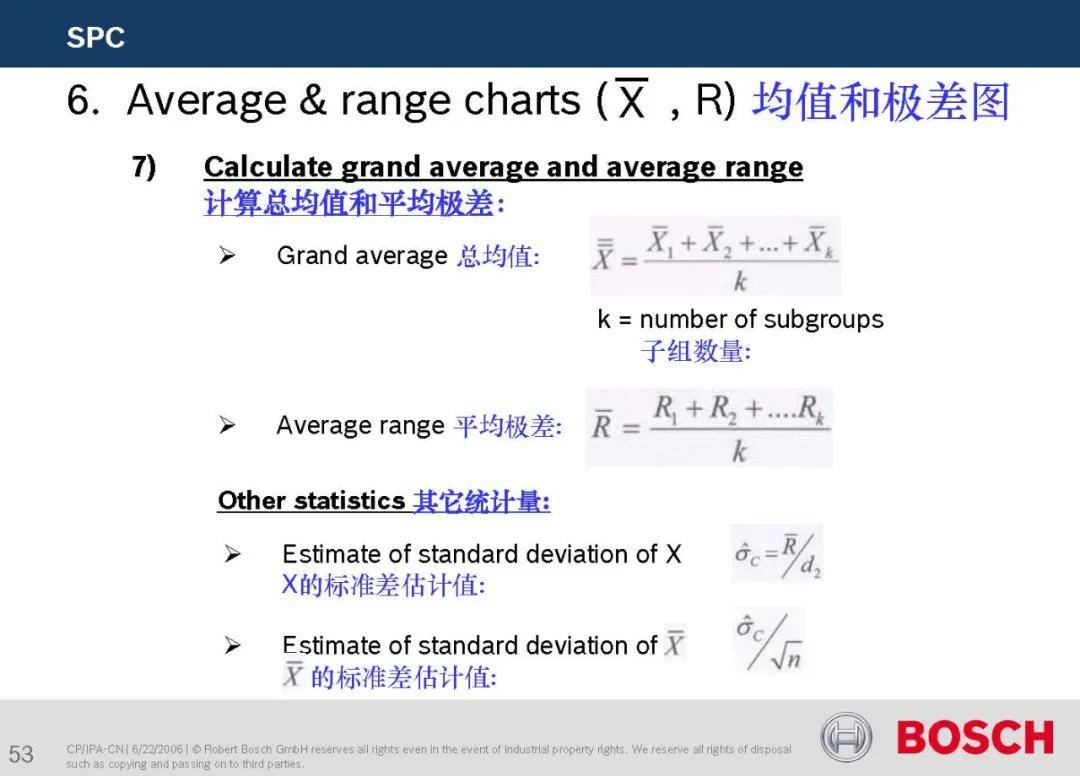
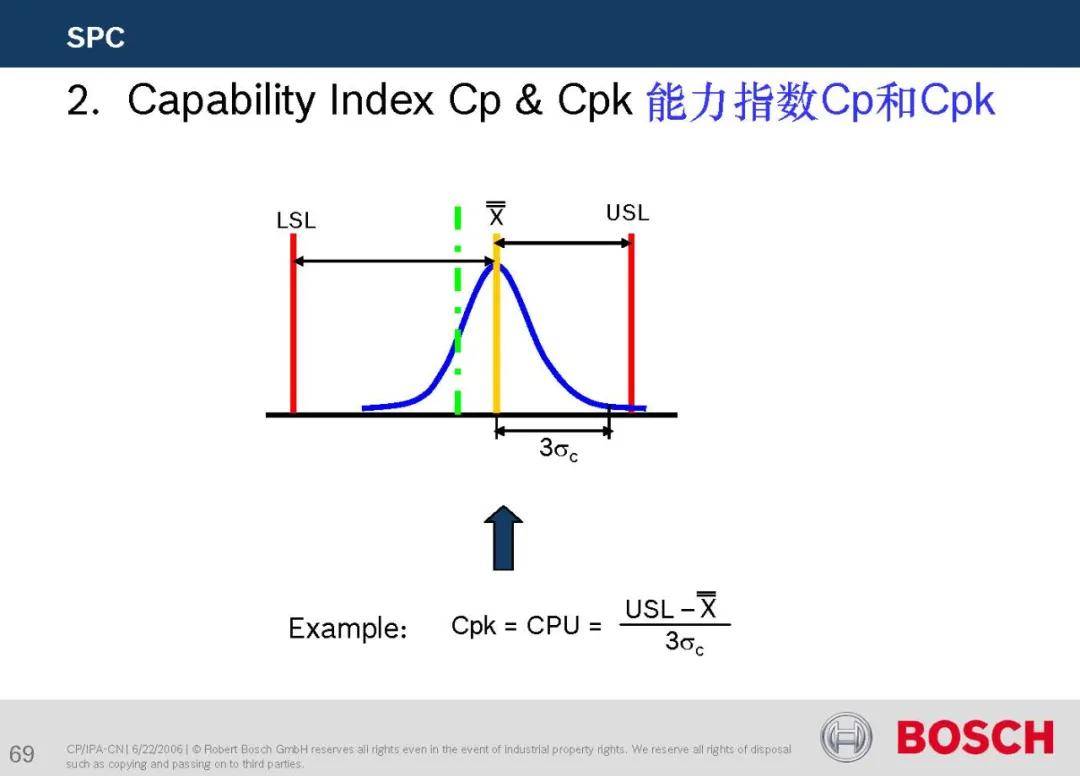
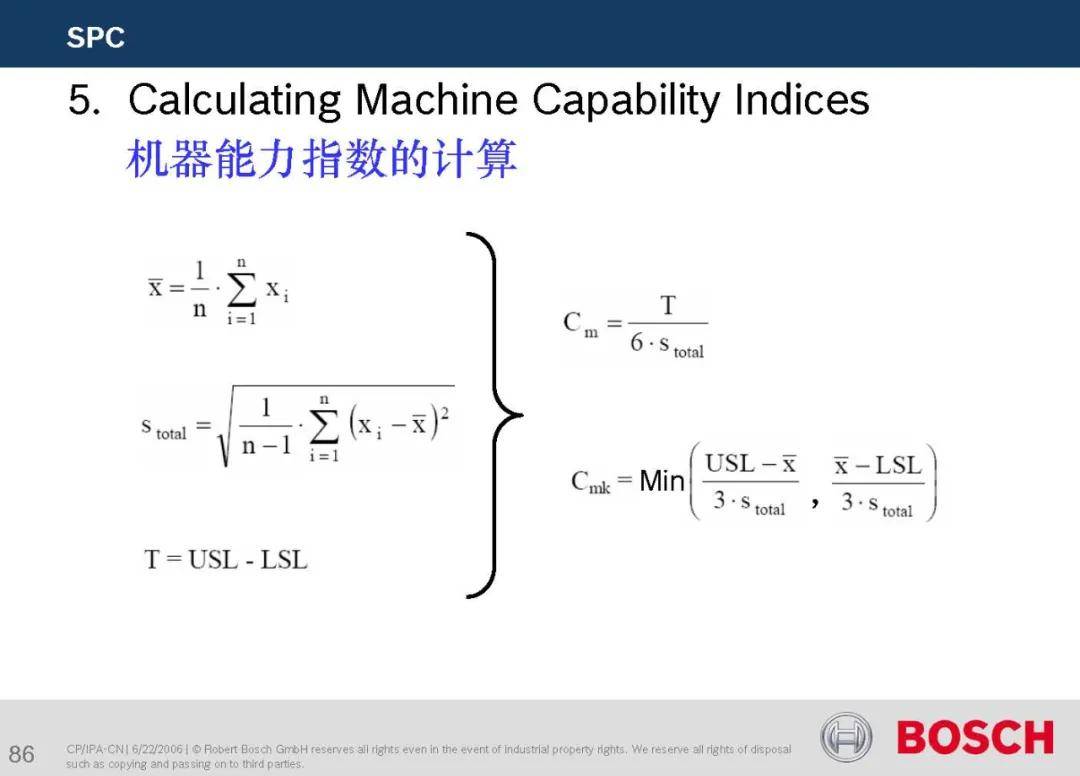
SPC手册中花了大量的篇幅,去讲解如何计算SPC中的UCL、LCL等参数,以及用什么样线条绘制。作为一个工具,不应该制作上花费太多的成本。实际也是如此,每个公司都有自己的控制图模板。
所以,怎么做SPC的问题,可以具体细化成如下几点:
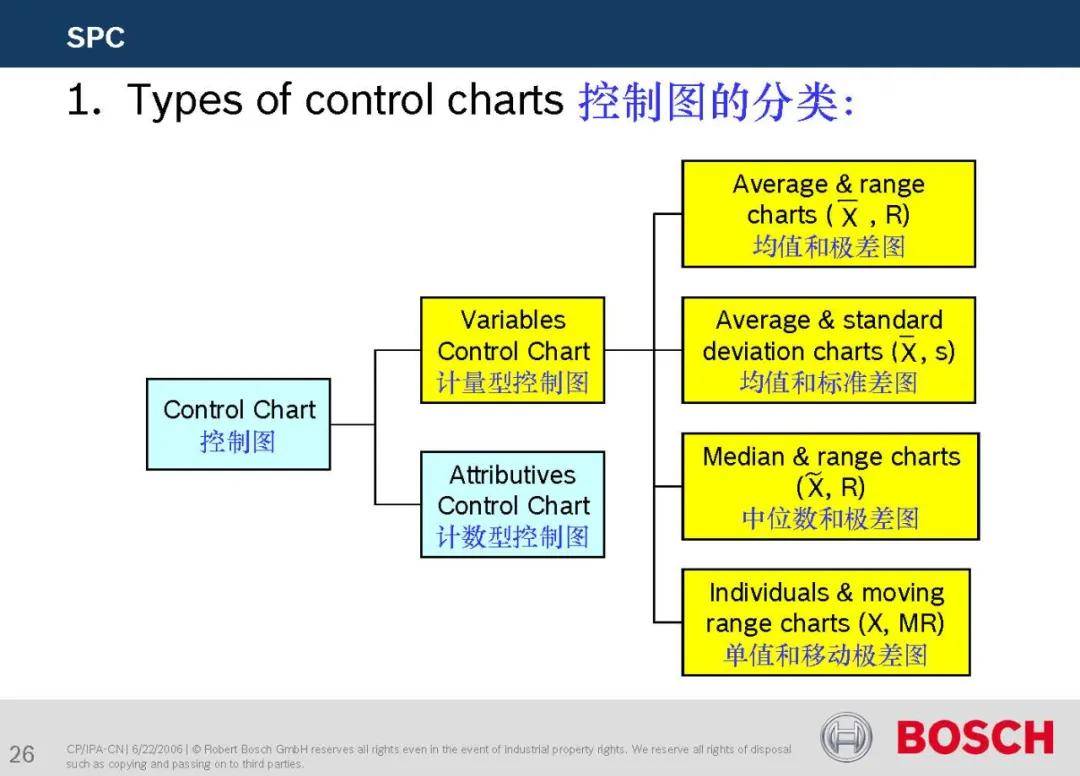
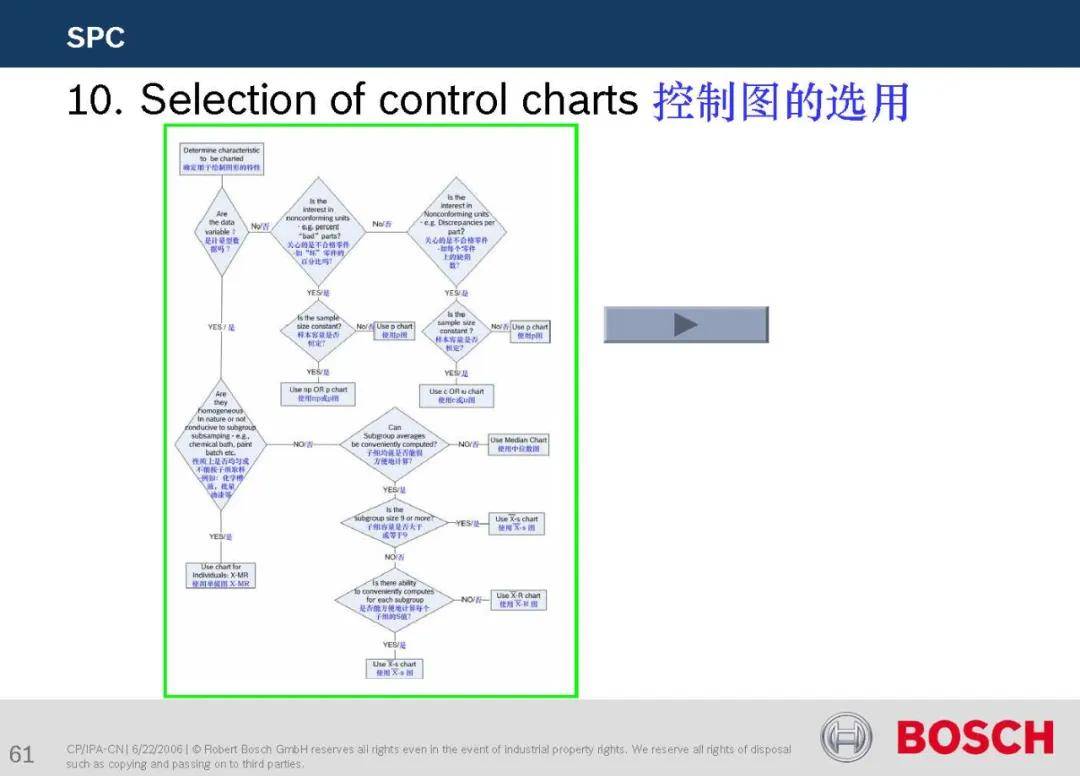
- 确定哪些关键属性要做SPC?
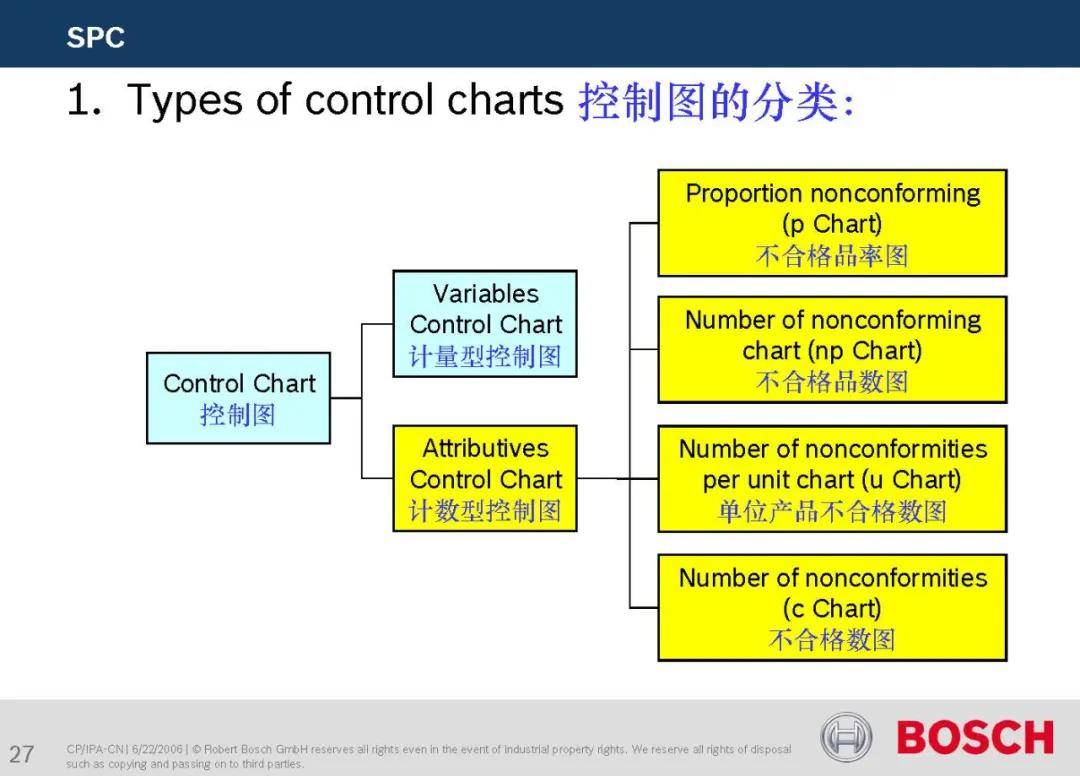
- 比如齿轮的尺寸,砝码的重量,螺丝的直径等等,又或者计数型的不良个数,缺陷数等等。
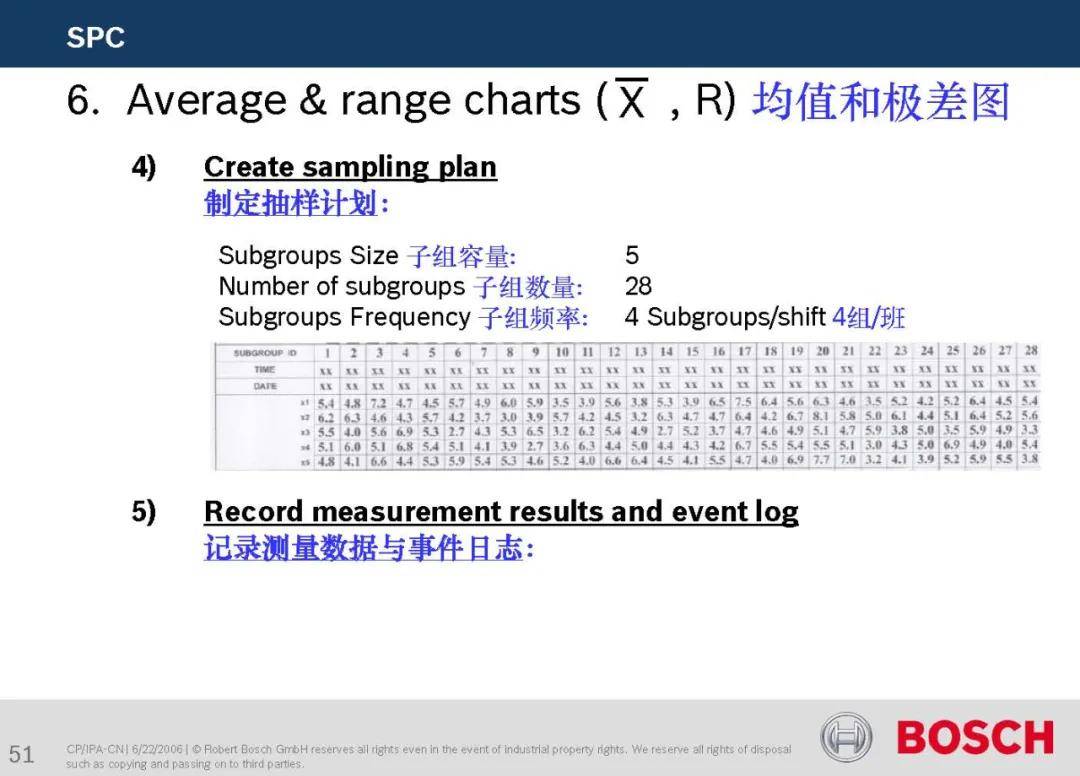
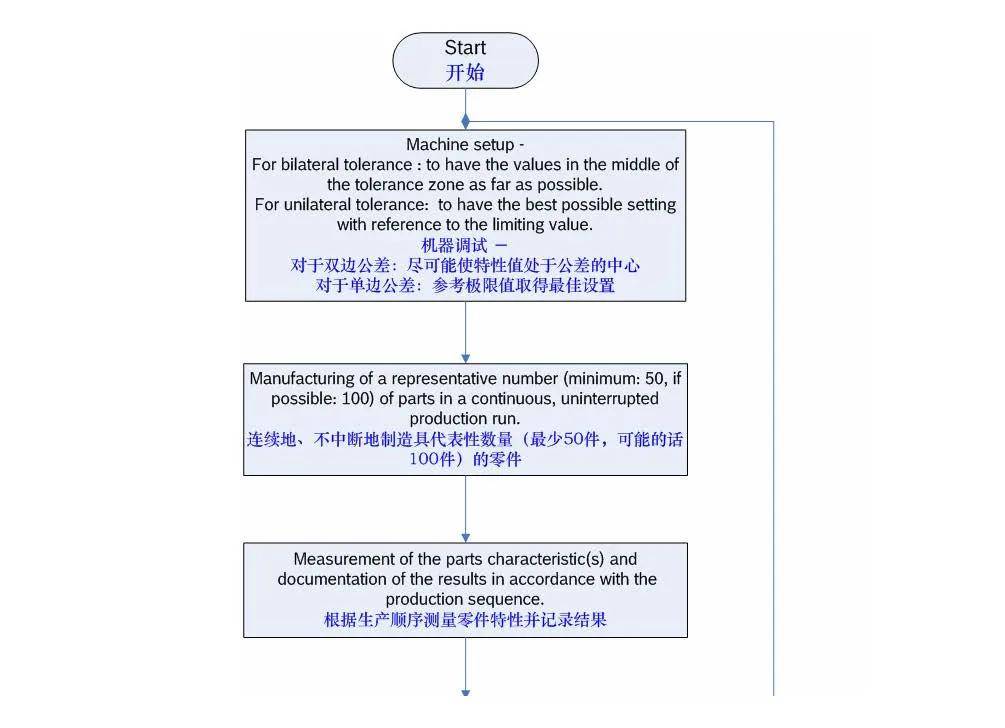
- 每天收集几次数据(频次)?
- 这是一个持续的过程,如果无法持续收集数据,就先努力将生产稳定下来,实现持续稳定生产。数据收集通常是每天定时的,比如
- 每2小时一次
- 上下午各一次
- 每天统计一次等等
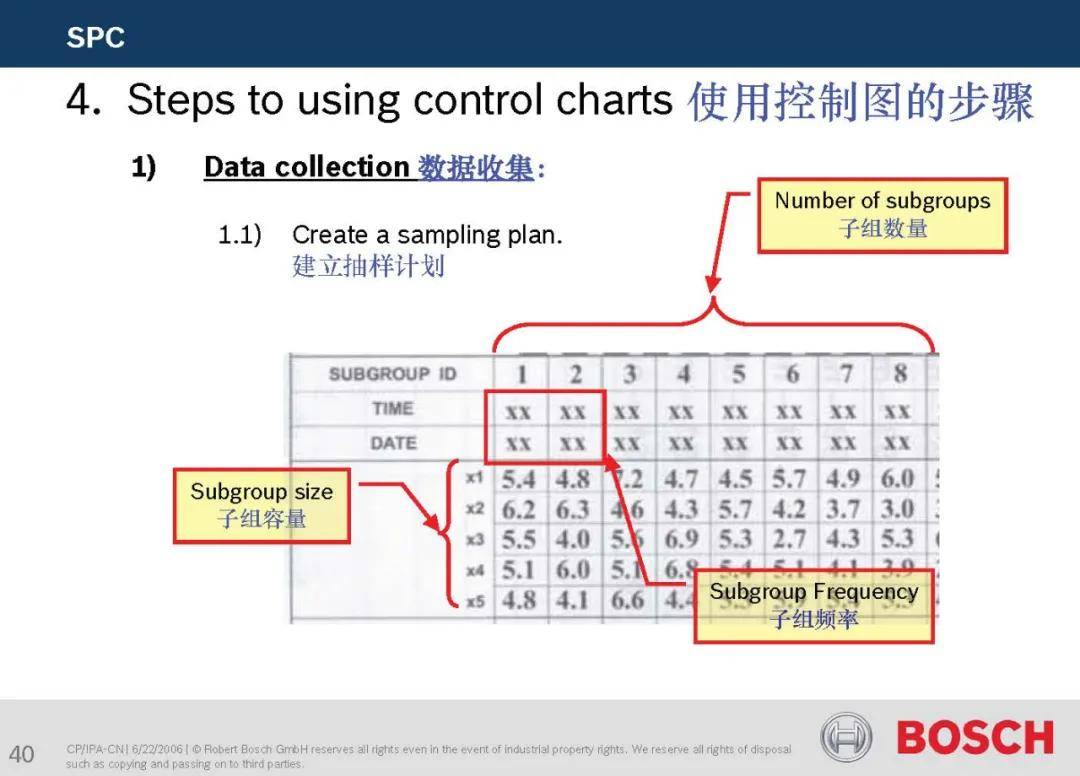
- 每次数据取样的数量是多少?
- 抽取定量的产品,测试指定的关键属性,并记录数据。比如现在要对齿轮的直径进行SPC统计,每天每2小时收集一次数据。每次收集数据时,抽取5pcs产品,测量它们的直径,并记录数值。
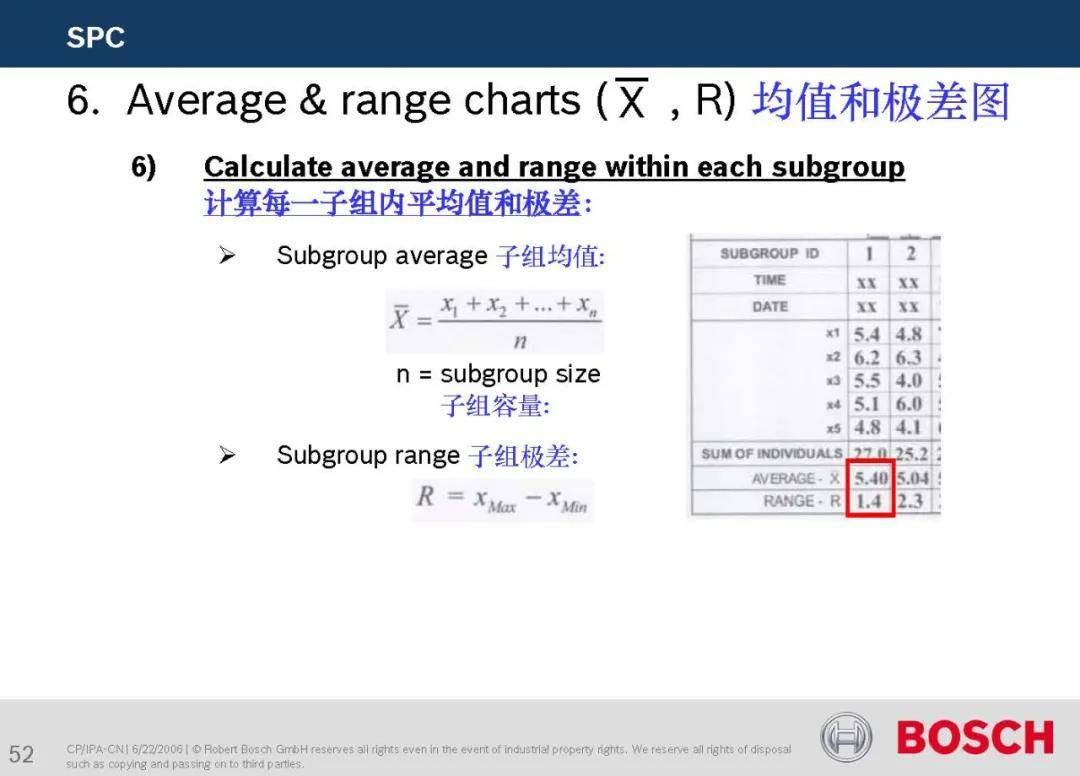
- 填写数据
选好公司的SPC控制图模板之后,按照模板,将数据填写进去就可以了。
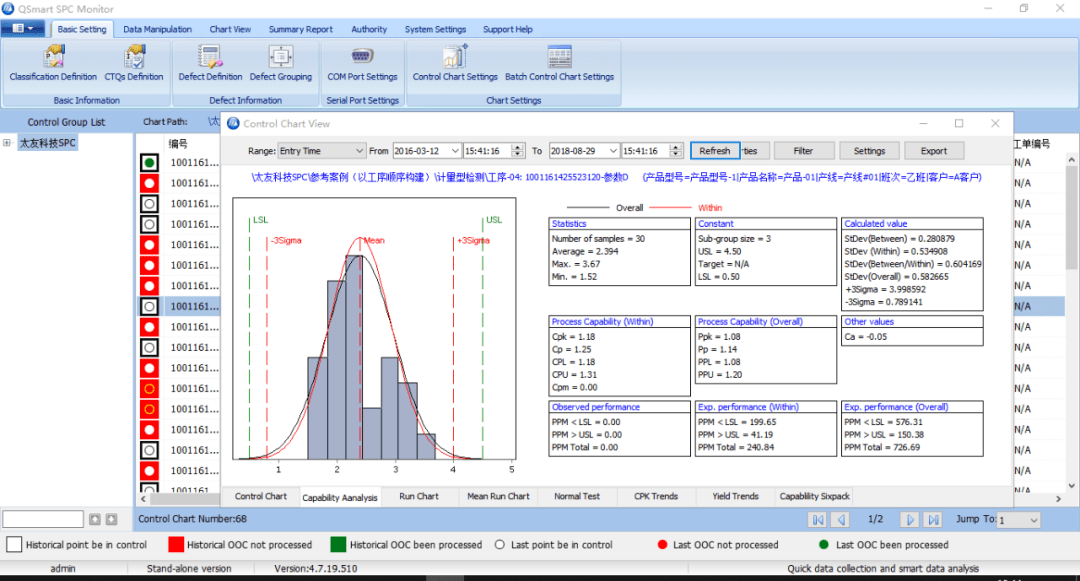
以上这种自己制图的方式只能满足一些比较小的SPC分析,如果你企业对SPC方面的分析要求比较重视,更关心效率问题的话,建议你直接导入SPC软件。
6.2 怎么用SPC?
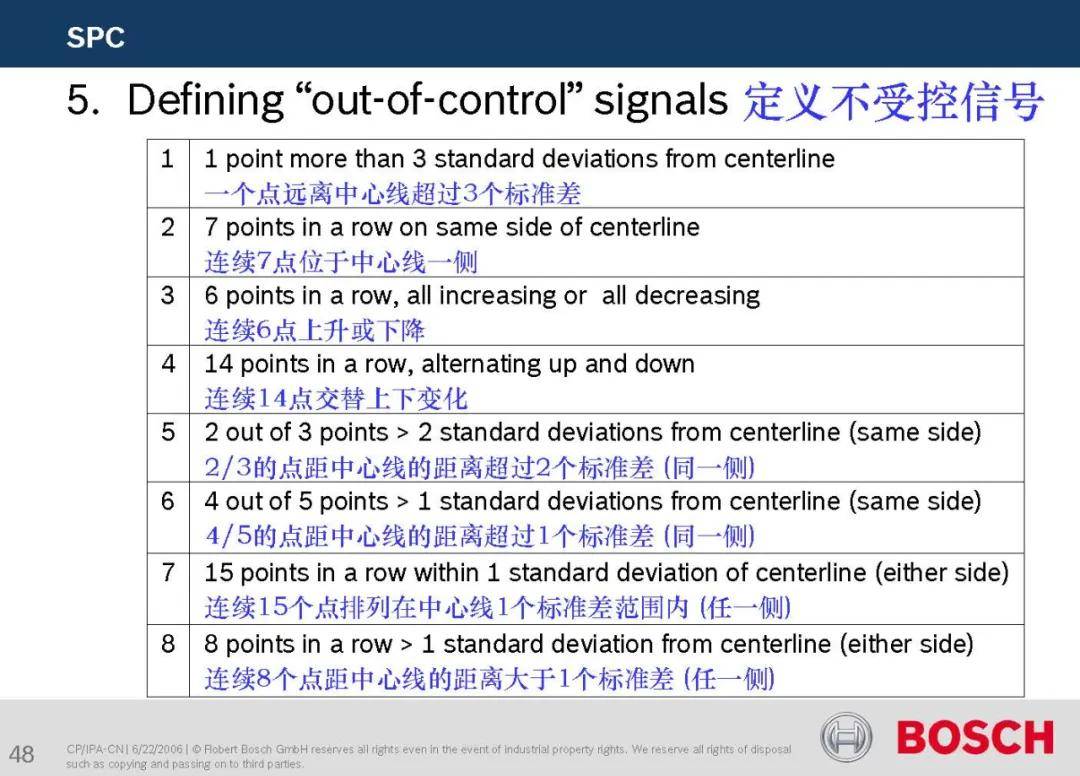
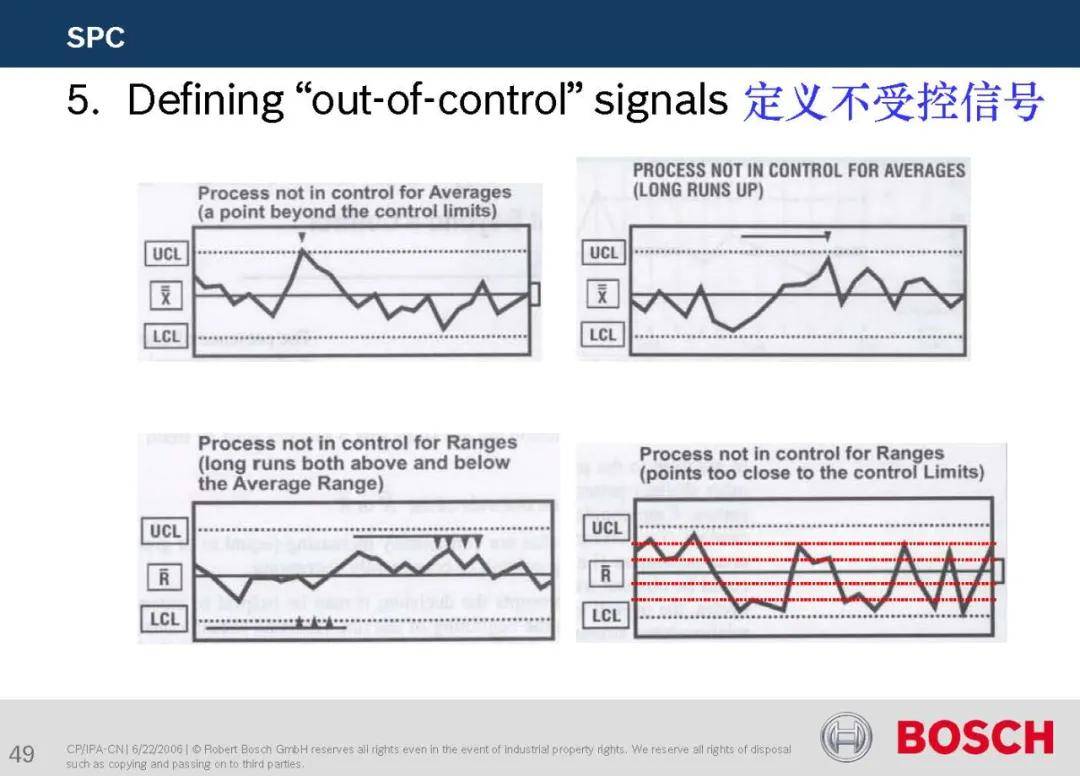
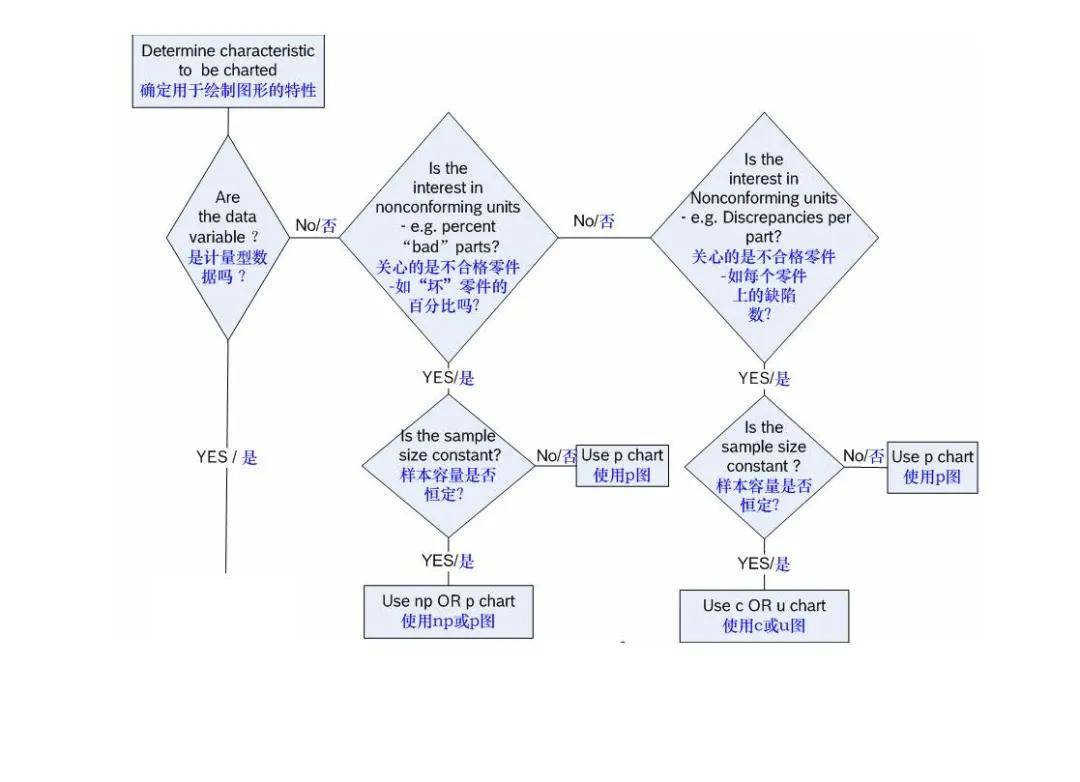
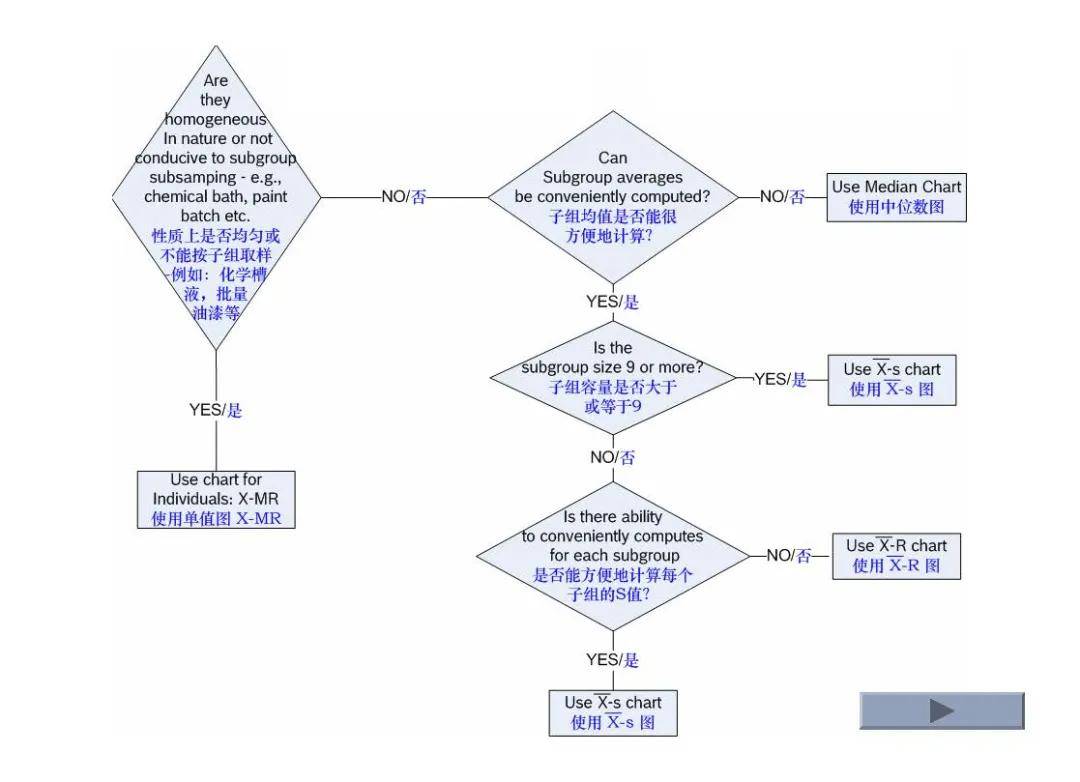
SPC的使用起来也很简单,主要是要明白控制图的8种异常模式,这些模式包括:
- 超出上下限
- 连续6点上升
- 连续9点同侧等。
不过作为工具,数据异常的判断过程,应该也是自动的,管理者更需要做的是,根据控制图识别出的异常信息,去做分析改善。
分析改善的方向SPC手册中,也给出了一些建议:
- 看看是不是控制图描点错误,数据统计错误
- 取样过程中,是不是存在5M的差异?如白夜班人员不同,线体不同?
- 数据被人修改?
当然实际解决问题,还是要系统的方法去分析,比如但不仅限于
- 使用鱼骨图找原因
- 5W1H多方面思考原因
- 直方图、散点图、柏拉图提供数据依据
- 8D报告全面梳理异常改善过程
总之,SPC就是一个数据图表,更重要的还是数据分析之后的改善推动,和对策落实。工具嘛,完成了它的使命就够了。
接下来,九脑汇学院给大家附录一份完整版SPC培训教材,值得收藏学习!


THE END
免责声明:本号致力于“好文”推送,并对文中观点保持中立,所发内容仅供学习、交流之目的。版权归原作者或机构所有,若涉及版权问题,请联系删除。









